【中国发明,中国发明授权】一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线
有权-审定授权 中国
- 申请号:
- CN201510103282.2
- 专利权人:
- 常州工学院
- 授权公告日/公开日:
- 2015.12.02
- 专利有效期:
- 2015.03.09-2035.03.09
- 技术分类:
- C23:对金属材料的镀覆;用金属材料对材料的镀覆;表面化学处理;金属材料的扩散处理;真空蒸发法、溅射法、离子注入法或化学气相沉积法的一般镀覆;金属材料腐蚀或积垢的一般抑制〔2〕
- 转化方式:
- 转让
- 价值度指数:
-
- 61.0分
- 价格:
- 面议
发布人
朱锡芳
联系人朱锡芳
-

- 13011000141




- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201510103282.2
- 申请日
- 20150309
- 公开/公告号
- CN104651799A
- 公开/公告日
- 20150527
- 申请/专利权人
- [常州工学院]
- 发明/设计人
- [朱锡芳, 杨辉, 陈功, 徐安成, 许清泉]
- 主分类号
- C23C14/56
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 江苏(32)
- 颁证日
- G06T1/00
- 代理人
- [高桂珍]
摘要
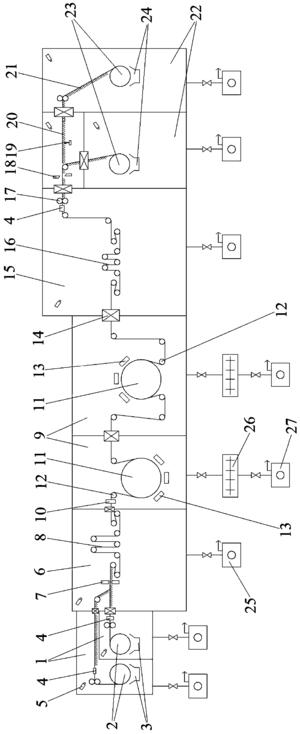
本发明公开了一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,属于镀膜设备领域。本发明包括开卷室、收卷室和镀膜真空室,开卷室与镀膜真空室之间还设有放卷储料室,收卷室与镀膜真空室之间还设有收卷储料室,放卷储料机构的前方设有热合机构,收卷储料机构的后方设有切断机构和基材变向机构;缠绕于两组开卷辊上的其中一卷基材的一端依次经过热合机构、放卷储料机构和前处理机构后,经换向辊换向后反向缠绕于两组冷辊上,并依次经过收卷储料机构、切断机构和基材变向机构后缠绕于其中一组收卷辊上。本发明利用开卷的提前备料和收卷的提前备辊实现多卷基材的连续镀制,大大提高了镀膜效率,并利用基材在两组冷辊上反向缠绕实现基材双面镀膜。
法律状态
| 法律状态公告日 | 20190405 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):C23C 14/56 登记生效日:20190315 变更事项:专利权人 变更前权利人:常州工学院 变更后权利人:常州市乐萌压力容器有限公司 变更事项:地址 变更前权利人:213022 江苏省常州市新北区巫山路1号 变更后权利人:213000 江苏省常州市港西大道16号 |
| 法律状态公告日 | 20171219 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):C23C 14/56 登记生效日:20171129 变更事项:专利权人 变更前权利人:灵通展览系统股份有限公司 变更后权利人:常州工学院 变更事项:地址 变更前权利人:213102 江苏省常州市武进区遥观镇长虹东路333号 变更后权利人:213022 江苏省常州市新北区巫山路1号 |
| 法律状态公告日 | 20171013 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):C23C 14/56 登记生效日:20170920 变更事项:专利权人 变更前权利人:常州工学院 变更后权利人:灵通展览系统股份有限公司 变更事项:地址 变更前权利人:213022 江苏省常州市新北区巫山路1号 变更后权利人:213102 江苏省常州市武进区遥观镇长虹东路333号 |
| 法律状态公告日 | 20151202 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20150624 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):C23C 14/56 申请日:20150309 |
| 法律状态公告日 | 20150527 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 事务数据公告日 | 20190405 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):C23C 14/56 登记生效日:20190315 变更事项:专利权人 变更前权利人:常州工学院 变更后权利人:常州市乐萌压力容器有限公司 变更事项:地址 变更前权利人:213022 江苏省常州市新北区巫山路1号 变更后权利人:213000 江苏省常州市港西大道16号 |
| 事务数据公告日 | 20171219 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):C23C 14/56 登记生效日:20171129 变更事项:专利权人 变更前权利人:灵通展览系统股份有限公司 变更后权利人:常州工学院 变更事项:地址 变更前权利人:213102 江苏省常州市武进区遥观镇长虹东路333号 变更后权利人:213022 江苏省常州市新北区巫山路1号 |
| 事务数据公告日 | 20171013 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):C23C 14/56 登记生效日:20170920 变更事项:专利权人 变更前权利人:常州工学院 变更后权利人:灵通展览系统股份有限公司 变更事项:地址 变更前权利人:213022 江苏省常州市新北区巫山路1号 变更后权利人:213102 江苏省常州市武进区遥观镇长虹东路333号 |
权利要求
权利要求数量(10)
独立权利要求数量(1)
1.一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,包括开卷室(1)、收卷室(22) 和镀膜真空室(9),其特征在于:所述的镀膜真空室(9)内设有前处理机构(10)、两组冷 辊(11)和设于每组冷辊(11)上的一个或一个以上的磁控溅射镀膜机构(13),所述的开卷 室(1)和收卷室(22)均设置有两个,开卷室(1)与镀膜真空室(9)之间还设有放卷储料 室(6),收卷室(22)与镀膜真空室(9)之间还设有收卷储料室(15),两个所述的开卷室 (1)均通过闸板阀(14)与放卷储料室(6)相连通,两个所述的收卷室(22)均通过闸板 阀(14)与收卷储料室(15)相连通,所述的放卷储料室(6)与镀膜真空室(9)之间、收 卷储料室(15)与镀膜真空室(9)之间均设有闸板阀(14);两个所述的开卷室(1)内各设 有一组开卷辊(2),每组开卷辊(2)下方各设有一组上料马鞍机构(3),两个所述的收卷室 (22)内各设有一组收卷辊(23),每组收卷辊(23)下方各设有一组卸料马鞍机构(24); 所述的放卷储料室(6)内设有放卷储料机构(8),所述的收卷储料室(15)内设有收卷储料 机构(16),所述的放卷储料机构(8)的前方设有热合机构(7),所述的收卷储料机构(16) 的后方依次设有切断机构(18)和基材变向机构;缠绕于两组开卷辊(2)上的其中一卷基材 的一端依次经过热合机构(7)、放卷储料机构(8)和前处理机构(10)后,经换向辊(12) 换向后依次反向缠绕于两组冷辊(11)上,并依次经过收卷储料机构(16)、切断机构(18) 和基材变向机构后缠绕于其中一组收卷辊(23)上;两组开卷辊(2)之后和两组收卷辊(23) 之前还均设有用于基材纠偏的纠偏机构(4);所述的开卷室(1)、放卷储料室(6)、收卷储 料室(15)和收卷室(22)均与设于外部的粗抽泵(25)相连,所述的镀膜真空室(9)与设 于外部的分子泵组相连。
2.根据权利要求1所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征 在于:两组所述的冷辊(11)分置于两个相对独立的镀膜真空室(9)内,两个镀膜真空室(9) 通过闸板阀(14)相连通。
3.根据权利要求2所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征 在于:所述的开卷室(1)、放卷储料室(6)、收卷储料室(15)和收卷室(22)内均设有摄 像头(5),所述的摄像头(5)均与监控计算机相连。
4.根据权利要求3所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征 在于:所述的基材变向机构包括推顶机构(19)和基材变向托板(20),所述的基材变向托板 (20)一端铰接,一端悬空,所述的推顶机构(19)设于基材变向托板(20)的下方,所述 的推顶机构(19)上升推动基材变向托板(20)向上翻转,则被切断机构(18)切断的基材 进入一个收卷室(22)内,并缠绕于该收卷室(22)内的收卷辊(23)上;所述的推顶机构 (19)下降使基材变向托板(20)恢复水平,则被切断机构(18)切断的基材通过基材变向 托板(20)进入另一个收卷室(22)内,并缠绕于该收卷室(22)内的收卷辊(23)上。
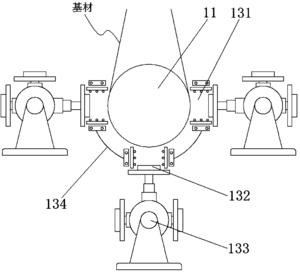
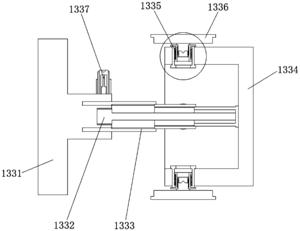
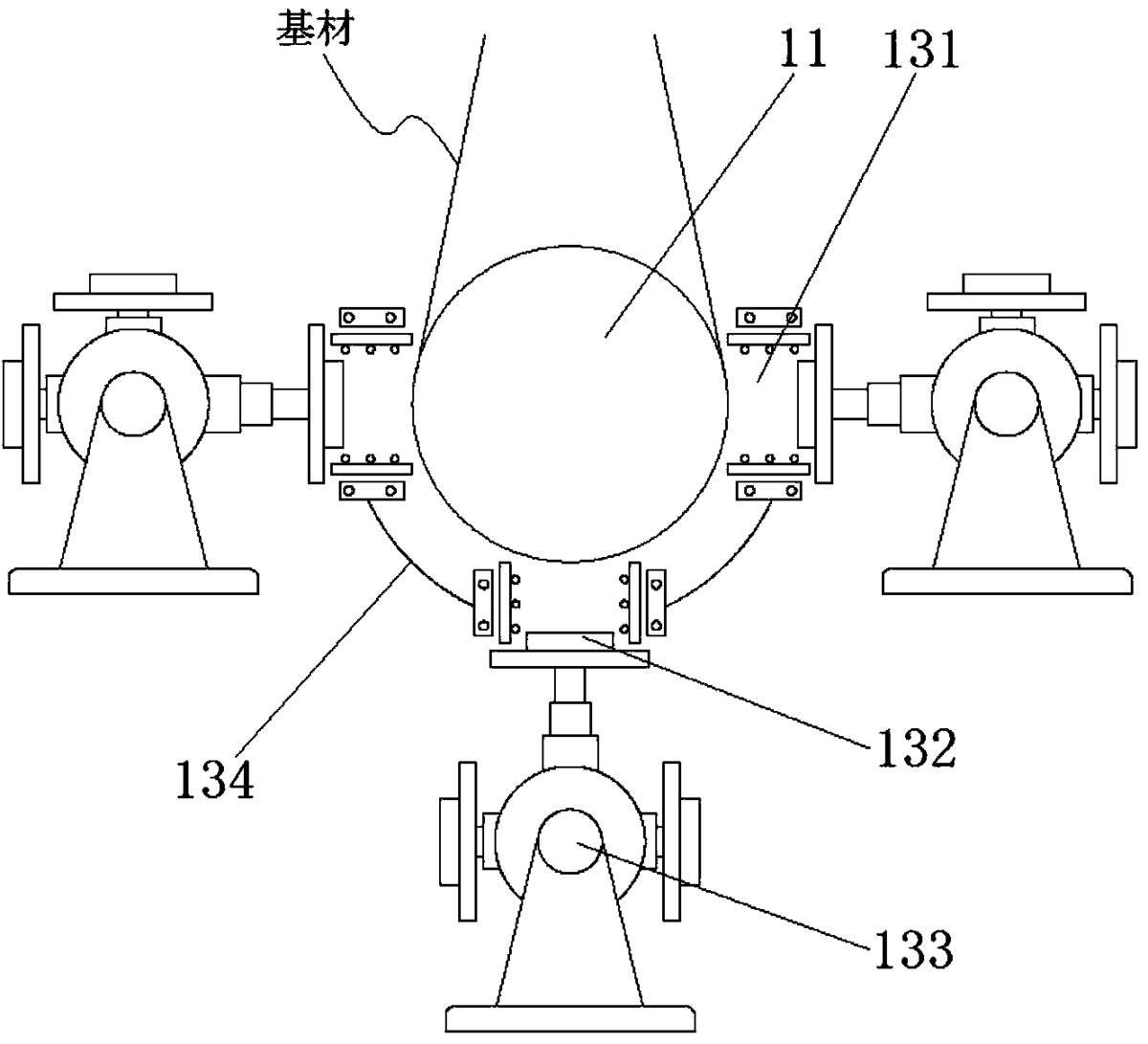
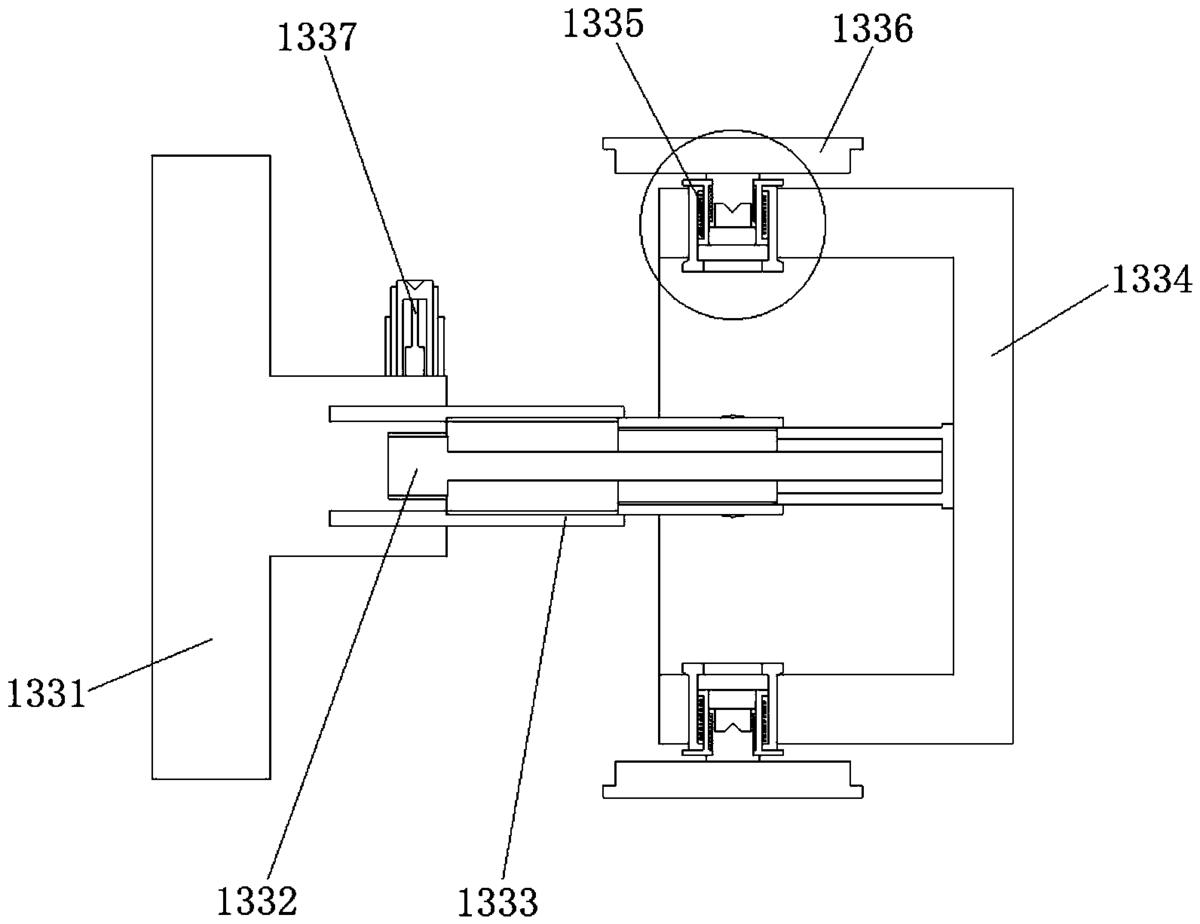
5.根据权利要求1至4任意一项所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生 产线,其特征在于:所述的磁控溅射镀膜机构(13)包括回转换靶装置(133)、与回转换靶 装置(133)位置相对应的两面开口的阴极小室(131)和安装于回转换靶装置(133)上的靶 芯(132),所述的回转换靶装置(133)包括机座(1331)、回转盘(1334)、驱动回转盘(1334) 转动的回转机构、驱动回转盘(1334)沿轴向伸缩的轴向伸缩机构(1332)、安装于回转盘(1334) 上的两个或两个以上的伸缩轴套(1335)、安装于伸缩轴套(1335)上的用于安装靶芯(132) 的极靶座板(1336)和安装于机座(1331)上且与阴极小室(131)的开口方向相对的径向伸 缩机构(1337),所述的回转盘(1334)为设有内腔的桶状结构,所述的伸缩轴套(1335)安 装于回转盘(1334)的侧壁上,当轴向伸缩机构(1332)收缩后,所述的径向伸缩机构(1337) 刚好与一个伸缩轴套(1335)相对应,用于将极靶座板(1336)向外顶出并嵌入阴极小室(131) 内。
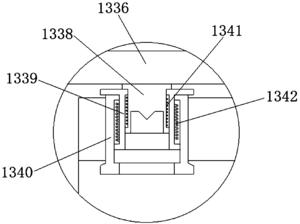
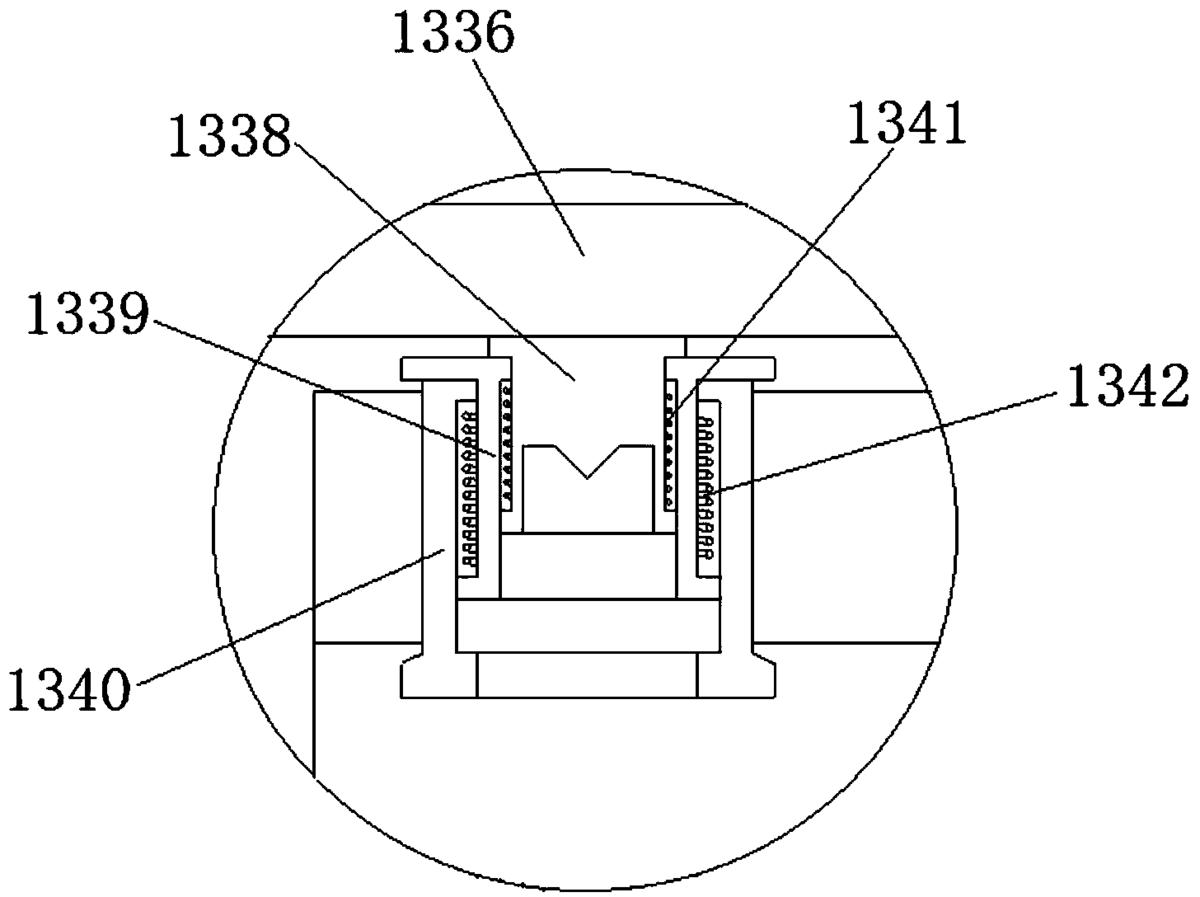
6.根据权利要求5所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征 在于:所述的伸缩轴套(1335)包括内轴(1338)、中间轴套(1339)和外轴套(1340),所 述的内轴(1338)设于中间轴套(1339)内,且内轴(1338)与中间轴套(1339)之间设有 第一压缩弹簧(1341),所述的中间轴套(1339)设于外轴套(1340)内,且中间轴套(1339) 与外轴套(1340)之间设有第二压缩弹簧(1342),所述的外轴套(1340)固定安装于回转盘 (1334)上。
7.根据权利要求6所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征 在于:所述的轴向伸缩机构(1332)上还设置有三节筒式导轨(1333)。
8.根据权利要求7所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征 在于:所述的上料马鞍机构(3)和卸料马鞍机构(24)结构相同,均包括马鞍托架、带动马 鞍托架升降的升降运动机构和带动马鞍托架平移的水平运动机构,所述的升降运动机构用于 带动马鞍托架托举开卷辊(2)或收卷辊(23)上料或卸料;所述的水平运动机构用于带动马 鞍托架托举开卷辊(2)或收卷辊(23)移进开卷室(1)或移出收卷室(22),实现室外上卷 或收卷。
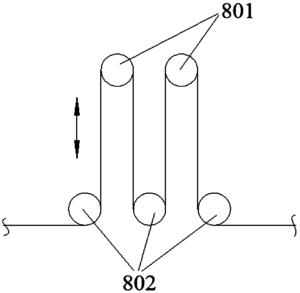
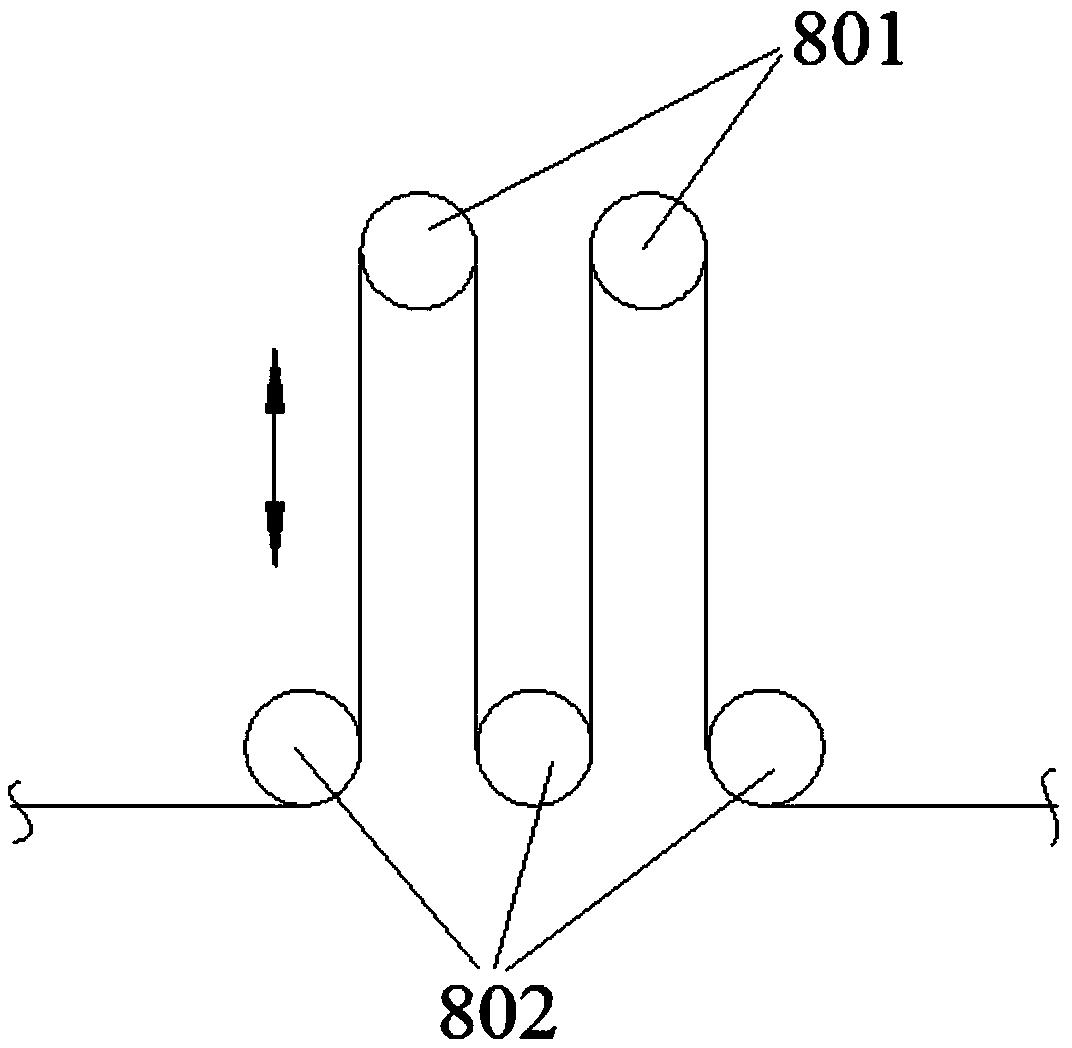
9.根据权利要求8所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征 在于:所述的放卷储料机构(8)和收卷储料机构(16)结构相同,均包括换向辊(802)和 可上下移动的升降储料辊(801),所述的基材依次来回缠绕于换向辊(802)和升降储料辊(801) 上,并利用升降储料辊(801)的上升或下降实现储存与释放基材。
10.根据权利要求9所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特 征在于:所述的纠偏机构(4)为超声波纠偏系统或光电纠偏系统。
1.一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,包括开卷室(1)、收卷室(22)和镀膜真空室(9),其特征在于:所述的镀膜真空室(9)内设有前处理机构(10)、两组冷辊(11)和设于每组冷辊(11)上的一个或一个以上的磁控溅射镀膜机构(13),所述的开卷室(1)和收卷室(22)均设置有两个,开卷室(1)与镀膜真空室(9)之间还设有放卷储料室(6),收卷室(22)与镀膜真空室(9)之间还设有收卷储料室(15),两个所述的开卷室(1)均通过闸板阀(14)与放卷储料室(6)相连通,两个所述的收卷室(22)均通过闸板阀(14)与收卷储料室(15)相连通,所述的放卷储料室(6)与镀膜真空室(9)之间、收卷储料室(15)与镀膜真空室(9)之间均设有闸板阀(14);两个所述的开卷室(1)内各设有一组开卷辊(2),每组开卷辊(2)下方各设有一组上料马鞍机构(3),两个所述的收卷室(22)内各设有一组收卷辊(23),每组收卷辊(23)下方各设有一组卸料马鞍机构(24);所述的放卷储料室(6)内设有放卷储料机构(8),所述的收卷储料室(15)内设有收卷储料机构(16),所述的放卷储料机构(8)的前方设有热合机构(7),所述的收卷储料机构(16)的后方依次设有切断机构(18)和基材变向机构;缠绕于两组开卷辊(2)上的其中一卷基材的一端依次经过热合机构(7)、放卷储料机构(8)和前处理机构(10)后,经换向辊(12)换向后依次反向缠绕于两组冷辊(11)上,并依次经过收卷储料机构(16)、切断机构(18)和基材变向机构后缠绕于其中一组收卷辊(23)上;两组开卷辊(2)之后和两组收卷辊(23)之前还均设有用于基材纠偏的纠偏机构(4);所述的开卷室(1)、放卷储料室(6)、收卷储料室(15)和收卷室(22)均与设于外部的粗抽泵(25)相连,所述的镀膜真空室(9)与设于外部的分子泵组相连。
2.根据权利要求1所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征在于:两组所述的冷辊(11)分置于两个相对独立的镀膜真空室(9)内,两个镀膜真空室(9)通过闸板阀(14)相连通。
3.根据权利要求2所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征在于:所述的开卷室(1)、放卷储料室(6)、收卷储料室(15)和收卷室(22)内均设有摄像头(5),所述的摄像头(5)均与监控计算机相连。
4.根据权利要求3所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征在于:所述的基材变向机构包括推顶机构(19)和基材变向托板(20),所述的基材变向托板(20)一端铰接,一端悬空,所述的推顶机构(19)设于基材变向托板(20)的下方,所述的推顶机构(19)上升推动基材变向托板(20)向上翻转,则被切断机构(18)切断的基材进入一个收卷室(22)内,并缠绕于该收卷室(22)内的收卷辊(23)上;所述的推顶机构(19)下降使基材变向托板(20)恢复水平,则被切断机构(18)切断的基材通过基材变向托板(20)进入另一个收卷室(22)内,并缠绕于该收卷室(22)内的收卷辊(23)上。
5.根据权利要求1至4任意一项所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征在于:所述的磁控溅射镀膜机构(13)包括回转换靶装置(133)、与回转换靶装置(133)位置相对应的两面开口的阴极小室(131)和安装于回转换靶装置(133)上的靶芯(132),所述的回转换靶装置(133)包括机座(1331)、回转盘(1334)、驱动回转盘(1334)转动的回转机构、驱动回转盘(1334)沿轴向伸缩的轴向伸缩机构(1332)、安装于回转盘(1334)上的两个或两个以上的伸缩轴套(1335)、安装于伸缩轴套(1335)上的用于安装靶芯(132)的极靶座板(1336)和安装于机座(1331)上且与阴极小室(131)的开口方向相对的径向伸缩机构(1337),所述的回转盘(1334)为设有内腔的桶状结构,所述的伸缩轴套(1335)安装于回转盘(1334)的侧壁上,当轴向伸缩机构(1332)收缩后,所述的径向伸缩机构(1337)刚好与一个伸缩轴套(1335)相对应,用于将极靶座板(1336)向外顶出并嵌入阴极小室(131)内。
6.根据权利要求5所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征在于:所述的伸缩轴套(1335)包括内轴(1338)、中间轴套(1339)和外轴套(1340),所述的内轴(1338)设于中间轴套(1339)内,且内轴(1338)与中间轴套(1339)之间设有第一压缩弹簧(1341),所述的中间轴套(1339)设于外轴套(1340)内,且中间轴套(1339)与外轴套(1340)之间设有第二压缩弹簧(1342),所述的外轴套(1340)固定安装于回转盘(1334)上。
7.根据权利要求6所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征在于:所述的轴向伸缩机构(1332)上还设置有三节筒式导轨(1333)。
8.根据权利要求7所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征在于:所述的上料马鞍机构(3)和卸料马鞍机构(24)结构相同,均包括马鞍托架、带动马鞍托架升降的升降运动机构和带动马鞍托架平移的水平运动机构,所述的升降运动机构用于带动马鞍托架托举开卷辊(2)或收卷辊(23)上料或卸料;所述的水平运动机构用于带动马鞍托架托举开卷辊(2)或收卷辊(23)移进开卷室(1)或移出收卷室(22),实现室外上卷或收卷。
9.根据权利要求8所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征在于:所述的放卷储料机构(8)和收卷储料机构(16)结构相同,均包括换向辊(802)和可上下移动的升降储料辊(801),所述的基材依次来回缠绕于换向辊(802)和升降储料辊(801)上,并利用升降储料辊(801)的上升或下降实现储存与释放基材。
10.根据权利要求9所述的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其特征在于:所述的纠偏机构(4)为超声波纠偏系统或光电纠偏系统。
说明书
技术领域
本发明涉及一种镀膜生产设备,更具体地说,涉及一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线。
背景技术
真空卷绕镀膜技术就是在真空室内通过热蒸发或者磁控溅射等方法在卷料基材表面制备一层或者多层具有一定功能的薄膜的技术。真空卷绕镀膜设备主要有以下特点:其一、被镀基材为柔性基材,即具有可卷绕性;其二、镀膜过程具有连续性,即在一个工作周期内镀膜是连续进行的;其三、镀膜过程在高真空环境中进行。卷绕镀膜机在放卷和收卷过程中,基材表面被镀上薄膜,镀膜的结构就是真空卷绕镀膜设备的工作部,它位于基材的收放卷之间,工作部的工作原理可以是电阻蒸发、感应蒸发、电子束蒸发、磁控溅射或者是其它真空镀膜方法中的任意一种。磁控溅射的工作过程是电子在电场的作用下加速飞向基材薄膜的过程中与溅射气体氩气碰撞,电离出大量的氩离子和电子,电子飞向基材薄膜,在此过程中不断地与氩原子碰撞,产生更多的氩原子和电子;氩离子在电场的作用下加速轰击靶材,溅射出大量的靶材原子,呈中性的靶材原子(或分子)沉积在基材薄膜表面成膜。
柔性基材广泛用于有机半导体工艺、透明电极以及触摸屏当中。近年来随着对柔性基底镀膜材料的广泛需求和柔性基材上磁控溅射技术本身的飞速发展,各种高性能光学膜在大面积柔性基底上镀制成功。由于柔性基材具有连续生产简单、容易运输、可方便裁切成任意形状、可弯曲包裹等优势一直是磁控溅射技术发展的一个重要方向。
在对阴极溅射成膜装置中,卷绕式真空镀膜设备以其可以连续生产而明显的提高了成膜的效率,然而,现有的磁控溅射卷绕镀膜机在一次镀膜完成后,需要重新更换阴极靶,而换靶都是将真空室打开进行的,这样在继续镀膜之前,又需要重新营造真空等工艺条件,不仅延长了加工周期,而且电力等资源使用较多,不利于实现镀膜的高效率低成本。另外,现有的镀膜机在一卷基材镀制完成后,需要停机更换基材,而基材的准备需要一定时间,且需要将基材由开卷辊引到收卷辊,破坏了真空镀膜室的工艺环境,且每次更换基材需要浪费一段用于连接开卷辊和收卷辊的基材,而浪费的基材无法重复镀膜使用,造成基材浪费严重、镀膜成本增加。
目前,由于技术的发展,越来越多的情况需要使用到双面镀膜,按照传统的结构布置,镀膜机的结构就会更加臃肿,造成设备结构更加庞大,电气控制系统更加复杂。
发明内容
1.发明要解决的技术问题
本发明的目的在于克服现有磁控溅射卷绕镀膜设备的上述不足,提供一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,采用本发明的技术方案,利用开卷的提前备料和收卷的提前备辊,并结合开卷和收卷的储料机构实现多卷基材的连续镀制,省去了中间换卷及抽真空的时间,大大提高了镀膜效率,且减少了因换卷而引起的基材浪费,降低了镀膜成本;利用基材在两组冷辊上反向缠绕实现基材双面镀膜;同时采用回转换靶装置实现了在不打开镀膜真空室的情况下即可及时快速更换阴极靶,为多卷基材的连续镀制提供了保障。
2.技术方案
为达到上述目的,本发明提供的技术方案为:
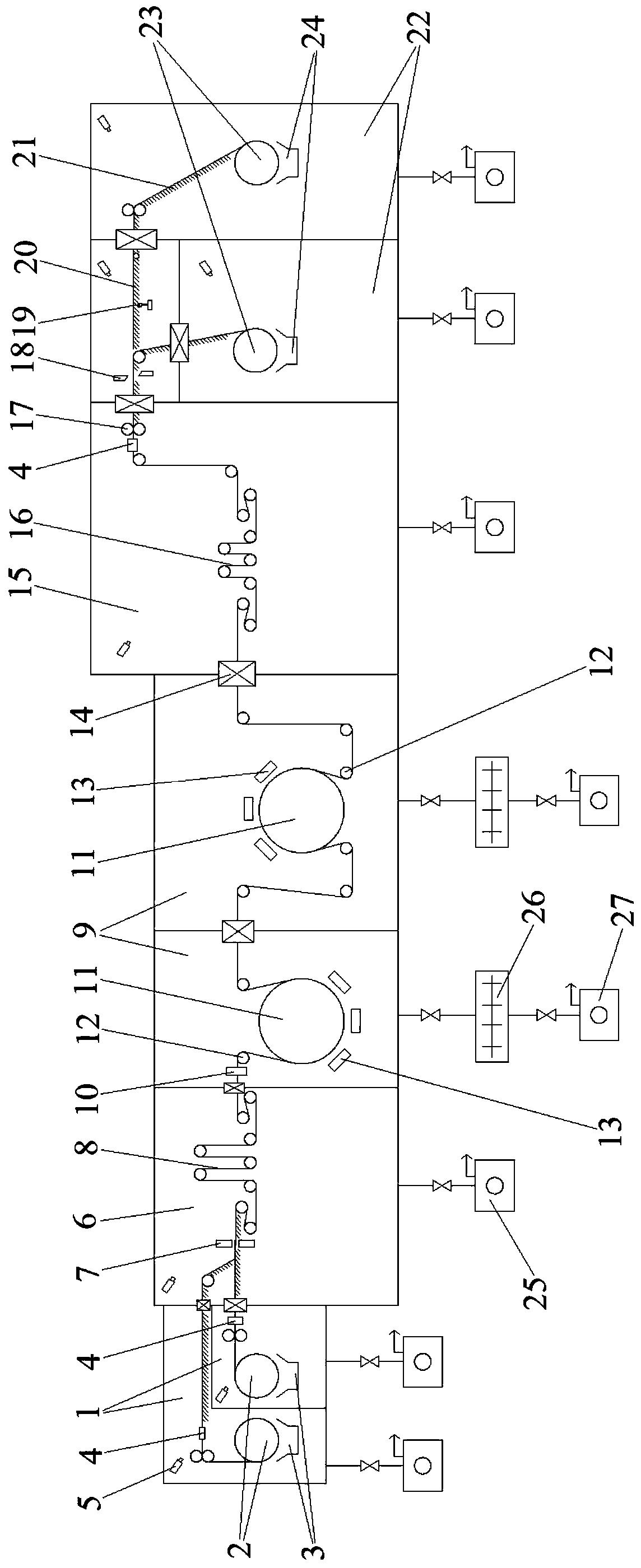
本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,包括开卷室、收卷室和镀膜真空室,所述的镀膜真空室内设有前处理机构、两组冷辊和设于每组冷辊上的一个或一个以上的磁控溅射镀膜机构,所述的开卷室和收卷室均设置有两个,开卷室与镀膜真空室之间还设有放卷储料室,收卷室与镀膜真空室之间还设有收卷储料室,两个所述的开卷室均通过闸板阀与放卷储料室相连通,两个所述的收卷室均通过闸板阀与收卷储料室相连通,所述的放卷储料室与镀膜真空室之间、收卷储料室与镀膜真空室之间均设有闸板阀;两个所述的开卷室内各设有一组开卷辊,每组开卷辊下方各设有一组上料马鞍机构,两个所述的收卷室内各设有一组收卷辊,每组收卷辊下方各设有一组卸料马鞍机构;所述的放卷储料室内设有放卷储料机构,所述的收卷储料室内设有收卷储料机构,所述的放卷储料机构的前方设有热合机构,所述的收卷储料机构的后方依次设有切断机构和基材变向机构;缠绕于两组开卷辊上的其中一卷基材的一端依次经过热合机构、放卷储料机构和前处理机构后,经换向辊换向后依次反向缠绕于两组冷辊上,并依次经过收卷储料机构、切断机构和基材变向机构后缠绕于其中一组收卷辊上;两组开卷辊之后和两组收卷辊之前还均设有用于基材纠偏的纠偏机构;所述的开卷室、放卷储料室、收卷储料室和收卷室均与设于外部的粗抽泵相连,所述的镀膜真空室与设于外部的分子泵组相连。
更进一步地,两组所述的冷辊分置于两个相对独立的镀膜真空室内,两个镀膜真空室通过闸板阀相连通。
更进一步地,所述的开卷室、放卷储料室、收卷储料室和收卷室内均设有摄像头,所述的摄像头均与监控计算机相连。
更进一步地,所述的基材变向机构包括推顶机构和基材变向托板,所述的基材变向托板一端铰接,一端悬空,所述的推顶机构设于基材变向托板的下方,所述的推顶机构上升推动基材变向托板向上翻转,则被切断机构切断的基材进入一个收卷室内,并缠绕于该收卷室内的收卷辊上;所述的推顶机构下降使基材变向托板恢复水平,则被切断机构切断的基材通过基材变向托板进入另一个收卷室内,并缠绕于该收卷室内的收卷辊上。
更进一步地,所述的磁控溅射镀膜机构包括回转换靶装置、与回转换靶装置位置相对应的两面开口的阴极小室和安装于回转换靶装置上的靶芯,所述的回转换靶装置包括机座、回转盘、驱动回转盘转动的回转机构、驱动回转盘沿轴向伸缩的轴向伸缩机构、安装于回转盘上的两个或两个以上的伸缩轴套、安装于伸缩轴套上的用于安装靶芯的极靶座板和安装于机座上且与阴极小室的开口方向相对的径向伸缩机构,所述的回转盘为设有内腔的桶状结构,所述的伸缩轴套安装于回转盘的侧壁上,当轴向伸缩机构收缩后,所述的径向伸缩机构刚好与一个伸缩轴套相对应,用于将极靶座板向外顶出并嵌入阴极小室内。
更进一步地,所述的伸缩轴套包括内轴、中间轴套和外轴套,所述的内轴设于中间轴套内,且内轴与中间轴套之间设有第一压缩弹簧,所述的中间轴套设于外轴套内,且中间轴套与外轴套之间设有第二压缩弹簧,所述的外轴套固定安装于回转盘上。
更进一步地,所述的轴向伸缩机构上还设置有三节筒式导轨。
更进一步地,所述的上料马鞍机构和卸料马鞍机构结构相同,均包括马鞍托架、带动马鞍托架升降的升降运动机构和带动马鞍托架平移的水平运动机构,所述的升降运动机构用于带动马鞍托架托举开卷辊或收卷辊上料或卸料;所述的水平运动机构用于带动马鞍托架托举开卷辊或收卷辊移进开卷室或移出收卷室,实现室外上卷或收卷。
更进一步地,所述的放卷储料机构和收卷储料机构结构相同,均包括换向辊和可上下移动的升降储料辊,所述的基材依次来回缠绕于换向辊和升降储料辊上,并利用升降储料辊的上升或下降实现储存与释放基材。
更进一步地,所述的纠偏机构为超声波纠偏系统或光电纠偏系统。
3.有益效果
采用本发明提供的技术方案,与已有的公知技术相比,具有如下显著效果:
(1)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其缠绕于两组开卷辊上的其中一卷基材的一端依次经过热合机构、放卷储料机构和前处理机构后,经换向辊换向后依次反向缠绕于两组冷辊上,并依次经过收卷储料机构、切断机构和基材变向机构后缠绕于其中一组收卷辊上,利用开卷的提前备料和收卷的提前备辊,并结合开卷和收卷的储料机构实现多卷基材的连续镀制,省去了中间换卷及抽真空的时间,大大提高了镀膜效率,且减少了因换卷而引起的基材浪费,降低了镀膜成本;利用基材在两组冷辊上反向缠绕实现基材双面镀膜;
(2)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其两组冷辊分置于两个相对独立的镀膜真空室内,两个镀膜真空室通过闸板阀相连通,降低了对分子泵组的功率要求,便于营造真空镀膜工艺环境;且在两面镀不同功能膜时,避免了在两组冷辊之间产生工艺气体的渗漏,导致镀膜质量下降;
(3)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其开卷室、放卷储料室、收卷储料室和收卷室内均设有摄像头,摄像头均与监控计算机相连,通过摄像头实现远程监控镀膜生产线各个环节的工作状况,可以及时进行相关操作,减少了工人现场观察的劳动量;
(4)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其基材变向机构包括推顶机构和基材变向托板,基材变向托板一端铰接,一端悬空,推顶机构设于基材变向托板的下方,推顶机构上升推动基材变向托板向上翻转,则被切断机构切断的基材进入一个收卷室内,并缠绕于该收卷室内的收卷辊上;推顶机构下降使基材变向托板恢复水平,则被切断机构切断的基材通过基材变向托板进入另一个收卷室内,并缠绕于该收卷室内的收卷辊上;结构简单,控制方便,实现了准确换辊收卷;
(5)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其磁控溅射镀膜机构包括回转换靶装置、与回转换靶装置位置相对应的两面开口的阴极小室和安装于回转换靶装置上的靶芯,采用回转换靶装置实现了在不打开镀膜真空室的情况下即可及时快速更换阴极靶,为多卷基材的连续镀制提供了保障;
(6)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其回转换靶装置具有轴向伸缩机构,可以将使用后的阴极靶移至真空室外部,在一次镀膜完成后即可在真空室外部进行换靶,便于换靶操作;
(7)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其伸缩轴套包括内轴、中间轴套和外轴套,内轴设于中间轴套内,且内轴与中间轴套之间设有第一压缩弹簧,中间轴套设于外轴套内,且中间轴套与外轴套之间设有第二压缩弹簧,外轴套固定安装于回转盘上,伸缩轴套结构简单、设计巧妙,仅需利用一组径向伸缩机构即可实现多个极靶的伸出,且径向伸缩机构收缩后,靶芯可自动退出阴极小室,方便转动换靶,同时采用两级伸出结构,保证了靶芯具有足够的运动行程;
(8)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其轴向伸缩机构上还设置有三节筒式导轨,确保了轴向伸缩机构具有足够的刚性,可以伸出较远的距离;
(9)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其上料马鞍机构和卸料马鞍机构结构相同,均包括马鞍托架、带动马鞍托架升降的升降运动机构和带动马鞍托架平移的水平运动机构,升降运动机构用于带动马鞍托架托举开卷辊或收卷辊上料或卸料;水平运动机构用于带动马鞍托架托举开卷辊或收卷辊移进开卷室或移出收卷室,实现室外上卷或收卷;利用上料马鞍机构和卸料马鞍机构方便了多卷基材的换辊和收辊,控制方便,减轻了换卷和收卷的劳动量;
(10)本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,其放卷储料机构和收卷储料机构结构相同,均包括换向辊和可上下移动的升降储料辊,基材依次来回缠绕于换向辊和升降储料辊上,并利用升降储料辊的上升或下降实现储存与释放基材,为换卷换辊提供了足够的准备时间,保证了多卷基材的连续稳定镀制。
附图说明
图1为本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线的结构示意图;
图2为本发明中的放卷储料机构和收卷储料机构的原理示意图;
图3为本发明中的磁控溅射镀膜机构的结构示意图;
图4为本发明中的回转换靶装置的结构示意图;
图5为图4中的局部放大结构示意图。
示意图中的标号说明:
1、开卷室;2、开卷辊;3、上料马鞍机构;4、纠偏机构;5、摄像头;6、放卷储料室;7、热合机构;8、放卷储料机构;9、镀膜真空室;10、前处理机构;11、冷辊;12、换向辊;13、磁控溅射镀膜机构;14、闸板阀;15、收卷储料室;16、收卷储料机构;17、输送压辊;18、切断机构;19、推顶机构;20、基材变向托板;21、导向托板;22、收卷室;23、收卷辊;24、卸料马鞍机构;25、粗抽泵;26、分子泵;27、前级泵;801、升降储料辊;802、换向辊;131、阴极小室;132、靶芯;133、回转换靶装置;134、气氛隔离板;1331、机座;1332、轴向伸缩机构;1333、三节筒式导轨;1334、回转盘;1335、伸缩轴套;1336、极靶座板;1337、径向伸缩机构;1338、内轴;1339、中间轴套;1340、外轴套;1341、第一压缩弹簧;1342、第二压缩弹簧。
具体实施方式
为进一步了解本发明的内容,结合附图和实施例对本发明作详细描述。
实施例
结合图1所示,本实施例的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,包括开卷室1、收卷室22和镀膜真空室9,镀膜真空室9内设有前处理机构10、两组冷辊11和设于每组冷辊11上的一个或一个以上的磁控溅射镀膜机构13。考虑到传统镀膜设备每次仅能镀制一卷基材,在镀制另一卷基材前需要重新抽真空以达到镀膜工艺条件,从而浪费大量换卷和抽真空的时间,进而降低镀膜效率的问题,本实施例中采用提前准备待镀膜基材和待收卷辊筒,并提前使待镀膜基材和待收卷辊筒达到真空条件,从而解决了传统镀膜设备无法连续镀制多卷基材的问题。具体结构阐述如下:
开卷室1和收卷室22均设置有两个,两个开卷室1内各设有一组开卷辊2,两个收卷室22内各设有一组收卷辊23,开卷室1和收卷室22中的一组处于加工状态,另一组利用第一组加工时间提前准备基材和收卷辊筒,并提前达到真空镀膜条件,待第一组开卷室1和收卷室22完成镀膜后,第二组开卷室1和收卷室22可继续进行镀膜,第一组开卷室1和收卷室22进入镀膜准备阶段。为了使换卷过程中,镀膜真空室9不停止镀膜工作,开卷室1与镀膜真空室9之间还设有放卷储料室6,收卷室22与镀膜真空室9之间还设有收卷储料室15,在换卷和换辊过程中,镀膜真空室9仍可利用放卷储料室6内的储料继续镀膜,利用收卷储料室15储存换辊过程中的部分已镀膜的基材。两个开卷室1均通过闸板阀14与放卷储料室6相连通,两个收卷室22均通过闸板阀14与收卷储料室15相连通,放卷储料室6与镀膜真空室9之间、收卷储料室15与镀膜真空室9之间均设有闸板阀14,上述的闸板阀14用于使基材在各个腔室中穿过,并保持各个腔室中的氛围相对独立。每组开卷辊2下方各设有一组上料马鞍机构3,每组收卷辊23下方各设有一组卸料马鞍机构24,上述的上料马鞍机构3和卸料马鞍机构24结构相同,均包括马鞍托架、带动马鞍托架升降的升降运动机构和带动马鞍托架平移的水平运动机构,升降运动机构用于带动马鞍托架托举开卷辊2或收卷辊23上料或卸料;水平运动机构用于带动马鞍托架托举开卷辊2或收卷辊23移进开卷室1或移出收卷室22,实现室外上卷或收卷;具体动作过程为,上料马鞍机构3中的水平运动机构带动马鞍托架水平移出开卷室1,在开卷室1外部将开卷辊2安装于马鞍托架上,然后水平运动机构带动马鞍托架移进开卷室1,并且,升降运动机构带动马鞍托架及其上的开卷辊2上升至开卷辊2的安装夹爪,安装完成后,升降运动机构带动马鞍托架降下,封闭开卷室1,并对其抽真空;同理,卸料马鞍机构24中的升降运动机构带动马鞍托架上升至收卷辊23,收卷辊23的安装夹爪放开收卷辊23,然后升降运动机构带动马鞍托架及其上的收卷辊23下降,并由水平运动机构推出收卷室22外部,取下收卷完成的收卷辊23,换上空的收卷辊23重复上述的安装步骤。放卷储料室6内设有放卷储料机构8,收卷储料室15内设有收卷储料机构16,该放卷储料机构8和收卷储料机构16结构相同,如图2所示,均包括换向辊802和可上下移动的升降储料辊801,基材依次来回缠绕于换向辊802和升降储料辊801上,并利用升降储料辊801的上升或下降实现储存与释放基材;当升降储料辊801上升时,基材即可储存在升降储料辊801和换向辊802之间;当升降储料辊801下降时,储存在升降储料辊801和换向辊802之间的基材被释放,为换卷换辊提供了足够的准备时间,保证了多卷基材的连续稳定镀制。放卷储料机构8的前方设有热合机构7,用于将两卷开卷辊2上的基材相连接,确保镀膜连续进行;收卷储料机构16的后方依次设有切断机构18和基材变向机构,切断机构18用于将基材及时切断,避免收卷辊23上的基材缠绕过多或过少,基材变向机构用于及时改变基材的行走方向,实现收卷换辊;如图1所示,本实施例中的基材变向机构包括推顶机构19和基材变向托板20,基材变向托板20一端铰接,一端悬空,推顶机构19设于基材变向托板20的下方,推顶机构19上升推动基材变向托板20向上翻转,则被切断机构18切断的基材进入一个收卷室22内,并缠绕于该收卷室22内的收卷辊23上;推顶机构19下降使基材变向托板20恢复水平,则被切断机构18切断的基材通过基材变向托板20进入另一个收卷室22内,并缠绕于该收卷室22内的收卷辊23上,结构简单,控制方便,实现了准确换辊收卷。基于以上结构,缠绕于两组开卷辊2上的其中一卷基材的一端依次经过热合机构7、放卷储料机构8和前处理机构10后,经换向辊12换向后依次反向缠绕于两组冷辊11上,并依次经过收卷储料机构16、切断机构18和基材变向机构后缠绕于其中一组收卷辊23上,上述的反向缠绕可理解为,基材先在一组冷辊11上逆时针缠绕,然后经换向辊12换向后在另一组冷辊11上顺时针缠绕,此时,两组冷辊11即可以对基材的两面进行镀膜;两组开卷辊2之后和两组收卷辊23之前还均设有用于基材纠偏的纠偏机构4,由于生产线较长,因此还可以在镀膜生产线的中部设置一组或多组纠偏机构4,确保镀膜稳定;本实施例中的纠偏机构4为超声波纠偏系统或光电纠偏系统,纠偏控制精准,误差小,具体地,对于透明的基材而言,如聚酯膜等,采用超声波纠偏系统,对于不透明的基带而言,如金属薄膜等,采用光电纠偏系统或超声波纠偏系统,上述的超声波纠偏系统或光电纠偏系统的纠偏原理为现有技术,在此就不再赘述;另外,基材上还设有多组张紧辊和多组输送压辊17,使基材稳定运行。开卷室1、放卷储料室6、收卷储料室15和收卷室22均与设于外部的粗抽泵25相连,用于将腔室内的空气快速抽出;镀膜真空室9与设于外部的分子泵组相连,该分子泵组包括分子泵26和前级泵27,分子泵26与前级泵27相连后与镀膜真空室9相连,用于快速达到极限真空状态,满足镀膜要求。此外,为了降低对分子泵组的功率要求,在本实施例中,两组冷辊11分置于两个相对独立的镀膜真空室9内,两个镀膜真空室9通过闸板阀14相连通,方便了营造真空镀膜工艺环境,且在双面镀不同功能膜时,避免了在两组冷辊11之间产生工艺气体的渗漏,导致镀膜质量下降。
如图1所示,为了减少工人现场观察镀膜进度的劳动量,本实施例中的开卷室1、放卷储料室6、收卷储料室15和收卷室22内均设有摄像头5,摄像头5均与监控计算机相连,通过摄像头5实现远程监控镀膜生产线各个环节的工作状况,可以及时进行相关操作,监控方便。
此外,如图3和图4所示,本实施例中的磁控溅射镀膜机构13包括回转换靶装置133、与回转换靶装置133位置相对应的两面开口的阴极小室131和安装于回转换靶装置133上的靶芯132,回转换靶装置133包括机座1331、回转盘1334、驱动回转盘1334转动的回转机构、驱动回转盘1334沿轴向伸缩的轴向伸缩机构1332、安装于回转盘1334上的两个或两个以上的伸缩轴套1335、安装于伸缩轴套1335上的用于安装靶芯132的极靶座板1336和安装于机座1331上且与阴极小室131的开口方向相对的径向伸缩机构1337,回转盘1334为设有内腔的桶状结构,伸缩轴套1335安装于回转盘1334的侧壁上,当轴向伸缩机构1332收缩后,径向伸缩机构1337刚好与一个伸缩轴套1335相对应,用于将极靶座板1336向外顶出并嵌入阴极小室131内。采用回转换靶装置133实现了在不打开镀膜真空室9的情况下即可及时快速更换阴极靶,为多卷基材的连续镀制提供了保障,即无需反复打开镀膜真空室9换靶。另外,采用轴向伸缩机构1332实现了将靶芯132推出镀膜真空室9,无需在镀膜真空室9内部进行靶芯132的更换,操作方便;为了使轴向伸缩机构1332具有足够的刚性,使回转盘1334可以伸出较远的距离,在本实施例中,轴向伸缩机构1332上还设置有三节筒式导轨1333。上述的轴向伸缩机构1332和径向伸缩机构1337均为电动推杆,回转机构为步进电机,电动推杆及步进电机的控制方便、定位准确,对镀膜真空室9内的加工环境不会造成影响。如图5所示,本实施例中的伸缩轴套1335包括内轴1338、中间轴套1339和外轴套1340,内轴1338设于中间轴套1339内,且内轴1338与中间轴套1339之间设有第一压缩弹簧1341,中间轴套1339设于外轴套1340内,且中间轴套1339与外轴套1340之间设有第二压缩弹簧1342,外轴套1340固定安装于回转盘1334上,伸缩轴套1335结构简单、设计巧妙,仅需利用一组径向伸缩机构1337即可实现多个极靶的伸出,且径向伸缩机构1337收缩后,靶芯132可自动退出阴极小室131,方便转动换靶,同时采用两级伸出结构,保证了靶芯132具有足够的运动行程。当本实施例中的磁控溅射镀膜机构13包括多组时,可以在一个镀膜行程中镀制多层功能膜,为了保证阴极小室131内的工艺条件良好且稳定,在多个阴极小室131之间还设有如图3所示的气氛隔离板134。
本实施例的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,还包括磁控溅射镀膜的检测控制系统,包括气体分析仪、真空计、气体流量计、光纤感应探头、张力控制系统及计算机等,气体分析仪设于阴极小室131内,用于分析阴极小室131内的气体成分和含量;真空计设于镀膜真空室9内,用于测量镀膜真空室9内的气压;气体流量计设于阴极小室131的进气管道上,用于控制阴极小室131的进气量;光纤感应探头伸入阴极小室131中,用于对靶材溅射出来的金属氧化物气体进行在线收集分析;张力控制系统设于开卷辊2、冷辊11、收卷辊23以及设于基材上的张紧辊上,用于控制柔性基材的平稳运行;气体分析仪、真空计、气体流量计和光纤感应探头分别于计算机相连,用于对各个工艺参数进行计算和控制。该检测控制系统与现有技术类似,不是本发明的创新点所在,在此就不再详述。此外,由于基材为柔性,因此,基材在热合机构7、切断机构18及推顶机构19处均设有导向托板21,使基材可以顺利到达指定位置。
本实施例的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,加工时,首先将其中一卷开卷辊2上的基材依次经过热合机构7、放卷储料机构8和前处理机构10后,经换向辊12换向后依次反向缠绕于两组冷辊11上,并依次经过收卷储料机构16、切断机构18和基材变向机构后缠绕于其中一组收卷辊23上,其中还经过多个张紧辊和输送压辊17等;开卷辊2放卷,收卷辊23收卷,此时,放卷储料机构8储存一定长度的基材,当一卷开卷辊2放卷完成后,镀膜真空室9仍然在进行镀膜加工,即基材仍然在运行,此时放卷储料机构8将储存的基材释放,使该卷基材的末端不动,同时,另一卷开卷辊2开始放卷,当该卷基材运动到热合机构7时,热合机构7工作,将两卷基材的首尾相连,已放卷完成的开卷室1准备新的开卷辊2,基材相连后,开卷辊2加快放卷,并重新储存于放卷储料机构8中,储料完成后,开卷辊2恢复正常加工速度;当一个收卷辊23收卷完成时,切断机构18工作,将基材切断,并在基材变向机构作用下进入下一个收卷室22内,由该收卷室22内的收卷辊23开始收卷,由于基材的切断和换向需要一定时间,因此此时镀过膜的基材暂时存储于收卷储料机构16中,收卷辊23更换完成后,该收卷辊23加速收卷,将收卷储料机构16中释放的基材收回,收卷储料机构16中的基材释放完成后,收卷辊23恢复正常加工速度。在多卷基材连续镀膜过程中,为避免靶材不足,采用回转换靶装置133提供多组靶芯132,保证了连续镀膜,大大提高了镀膜效率。
本发明的一种柔性基材双面连续卷绕磁控溅射镀膜自动生产线,利用开卷的提前备料和收卷的提前备辊,并结合开卷和收卷的储料机构实现多卷基材的连续镀制,省去了中间换卷及抽真空的时间,大大提高了镀膜效率,且减少了因换卷而引起的基材浪费,降低了镀膜成本;利用基材在两组冷辊上反向缠绕实现基材双面镀膜;同时采用回转换靶装置实现了在不打开镀膜真空室的情况下即可及时快速更换阴极靶,为多卷基材的连续镀制提供了保障。
以上示意性地对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性地设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
价值度评估
技术价值
经济价值
法律价值
0 0 061.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:61.0分
该专利价值中等 (仅供参考)
本专利文献中包含【2 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间9 年】专利权的维持时间越长,其价值对于权利人而言越高。 尤其重要是,该专利 【权利转移3 次】、 都从侧面反应出该专利的技术、经济和法律价值。
技术价值 33.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
8 个月独立权利要求数量
0 个从属权利要求数量
0 个说明书页数
8 页实施例个数
0 个发明人数量
5 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
2 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 9.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
3 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
9法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...