
【中国实用新型】一种电梯平衡补偿链冷定型自动盘绕装备
无权-未缴年费 中国
- 申请号:
- CN201420563077.5
- 专利权人:
- 常州大学;江苏兴华胶带股份有限公司
- 授权公告日/公开日:
- 2015.01.07
- 专利有效期:
- 2014.09.28-2024.09.28
- 技术分类:
- B65:输送;包装;贮存;搬运薄的或细丝状材料
- 转化方式:
- 转让
- 价值度指数:
-
- 60.0分
- 价格:
- 面议
发布人
常州大学
联系人何老师
-

- 0519-88238869

-

- 302910554
-

- 13151263266

- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201420563077.5
- 申请日
- 20140928
- 公开/公告号
- CN204079071U
- 公开/公告日
- 20150107
- 申请/专利权人
- [常州大学, 江苏兴华胶带股份有限公司]
- 发明/设计人
- [胡爱萍, 魏伟, 刘善淑, 史先传, 魏昌林, 朱伟, 钱磊, 张琳, 毛亮, 韩阳]
- 主分类号
- B65H54/00
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 江苏(32)
- 颁证日
- G06T1/00
- 代理人
- [江平]
摘要
一种电梯平衡补偿链冷定型自动盘绕装备,属于制造装备技术领域,在机架上设置X向移动装置、Y向移动装置和Z向移动装置,在Y向小车上分别支撑前摩擦轮驱动装置和后摩擦轮驱动装置,在前摩擦轮和后摩擦轮之间布置第一导链环和第二导链环。Z向移动装置包括支撑在Y向小车上的Z向移动控制装置,在Z向移动控制装置的输出端连接齿轮,在竖向齿条的两侧分别固定直线导轨,各直线导轨与固定在设置于Y向小车下端的连接架上的滑块相互滚动配合,在齿条的背面布置沿齿条的长度方向布置的第三导链环,在第三导链环下方的齿条上设置机械手。本实用新型可以实现按照预定的盘绕轨迹全自动化、高精度地将补偿链逐圈逐层盘绕至所需高度的目标。
法律状态
| 法律状态公告日 | 20220920 |
| 法律状态 | 专利权的终止 |
| 法律状态信息 | 未缴年费专利权终止 IPC(主分类):B65H 54/00 专利号:ZL2014205630775 申请日:20140928 授权公告日:20150107 终止日期:20210928 |
| 法律状态公告日 | 20150107 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
权利要求
权利要求数量(4)
独立权利要求数量(1)
1.一种电梯平衡补偿链冷定型自动盘绕装备,包括机架,在机架的一侧设置送链导向装置,在机架的另一侧设置包括X向小车的X向移动装置,在X向小车上设置包括Y向小车的Y向移动装置,在Y向小车上设置Z向移动装置,其特征在于在Y向小车上分别支撑前摩擦轮驱动装置和后摩擦轮驱动装置,在前摩擦轮驱动装置的输出端连接前摩擦轮,在后摩擦轮驱动装置的输出端连接后摩擦轮,前摩擦轮和后摩擦轮相互平行设置,在前摩擦轮和后摩擦轮之间布置第一导链环和第二导链环;所述Z向移动装置包括支撑在Y向小车上的Z向移动控制装置,在Z向移动控制装置的输出端连接齿轮,在竖向齿条的两侧分别固定直线导轨,各直线导轨与固定在设置于Y向小车下端的连接架上的滑块相互滚动配合,在齿条的背面布置沿齿条的长度方向布置的至少三组第三导链环,在第三导链环最下方的齿条上设置一机械手。
2.根据权利要求1所述电梯平衡补偿链冷定型自动盘绕装备,其特征在于所述机械手包括与齿条连接的设有中心通孔的机械手机架,中心通孔与第三导链环同心,且中心通孔的直径不小于第三导链环的内径,在机械手机架下方通过平面轴承连接水平布置的中空大齿轮,在机械手机架上设置驱动装置,驱动装置的输出端连接小齿轮,所述小齿轮与中空大齿轮相互啮合;在中空大齿轮的下端同心固定连接一个C形环状机械指机架,在机械指机架的下端布置一个机械长指和两个机械短指,在机械长指的下端滚动配合中心滚筒指套,在两个机械短指的下端分别滚动配合侧滚筒指套,所述中心滚筒指套与中空大齿轮同轴布置,两个侧滚筒指套布置在中心滚筒指套的两侧,且中心滚筒指套和两个侧滚筒指套在水平面上的投影连线在中空大齿轮的一个径向上。
3.根据权利要求1所述电梯平衡补偿链冷定型自动盘绕装备,其特征在于在所述前摩擦轮下方的Y向小车上设置与前摩擦轮配合的傍轮。
4.根据权利要求1所述电梯平衡补偿链冷定型自动盘绕装备,其特征在于在所述送链导向装置和前摩擦轮之间的机架上设置至少两组托辊。
1.一种电梯平衡补偿链冷定型自动盘绕装备,包括机架,在机架的一侧设置送链导向装置,在机架的另一侧设置包括X向小车的X向移动装置,在X向小车上设置包括Y向小车的Y向移动装置,在Y向小车上设置Z向移动装置,其特征在于在Y向小车上分别支撑前摩擦轮驱动装置和后摩擦轮驱动装置,在前摩擦轮驱动装置的输出端连接前摩擦轮,在后摩擦轮驱动装置的输出端连接后摩擦轮,前摩擦轮和后摩擦轮相互平行设置,在前摩擦轮和后摩擦轮之间布置第一导链环和第二导链环;所述Z向移动装置包括支撑在Y向小车上的Z向移动控制装置,在Z向移动控制装置的输出端连接齿轮,在竖向齿条的两侧分别固定直线导轨,各直线导轨与固定在设置于Y向小车下端的连接架上的滑块相互滚动配合,在齿条的背面布置沿齿条的长度方向布置的至少三组第三导链环,在第三导链环最下方的齿条上设置一机械手。
2.根据权利要求1所述电梯平衡补偿链冷定型自动盘绕装备,其特征在于所述机械手包括与齿条连接的设有中心通孔的机械手机架,中心通孔与第三导链环同心,且中心通孔的直径不小于第三导链环的内径,在机械手机架下方通过平面轴承连接水平布置的中空大齿轮,在机械手机架上设置驱动装置,驱动装置的输出端连接小齿轮,所述小齿轮与中空大齿轮相互啮合;在中空大齿轮的下端同心固定连接一个C形环状机械指机架,在机械指机架的下端布置一个机械长指和两个机械短指,在机械长指的下端滚动配合中心滚筒指套,在两个机械短指的下端分别滚动配合侧滚筒指套,所述中心滚筒指套与中空大齿轮同轴布置,两个侧滚筒指套布置在中心滚筒指套的两侧,且中心滚筒指套和两个侧滚筒指套在水平面上的投影连线在中空大齿轮的一个径向上。
3.根据权利要求1所述电梯平衡补偿链冷定型自动盘绕装备,其特征在于在所述前摩擦轮下方的Y向小车上设置与前摩擦轮配合的傍轮。
4.根据权利要求1所述电梯平衡补偿链冷定型自动盘绕装备,其特征在于在所述送链导向装置和前摩擦轮之间的机架上设置至少两组托辊。
说明书
技术领域
本实用新型属于先进制造装备技术领域,尤其涉及一种电梯平衡补偿链冷定型盘绕技术,特指用于包裹型电梯平衡补偿链在其挤出加工过程中,将其按冷定型所要求的跑道形轨迹自动盘绕的装备,也可用于其他需要按跑道形轨迹盘绕各种链或绳的自动盘绕装备。
背景技术
由电焊锚链和PVC及复合材料通过挤出加工制成的包裹型电梯平衡补偿链,具有弹性好、强度高、寿命长、使电梯运行平稳可靠等优点,市场需求量大。由于PVC及复合材料是热塑性材料,需要在包裹型电梯平衡补偿链的挤出加工过程中,随挤出速度将其按有相对较多的直线段、较少的弯曲段的跑道形轨迹逐圈逐层盘绕堆放,以使自然冷却定型后的包裹型电梯平衡补偿链产品具有良好的平直性品质。而CN102490337 A专利文献公开的技术在实际盘绕中尚存在一些不足:经过一段时间盘绕后需要人工消除下落到平板车上的补偿链的长度累积误差;难以精确保证补偿链完全按预定盘绕轨迹下落到平板车上;不能将下落到平板车上后由于补偿链内部电焊锚链的特性所导致的自由扭转而偏离预定轨迹的补偿链推回到预定的盘绕轨迹上;盘绕装备的工作空间较小,以及盘绕装备的维护工作量较大。
发明内容
为了以克服以上现有技术在盘绕中所存在的一些不足,本实用新型提出一种电梯平衡补偿链冷定型自动盘绕装备,以实现按照预定的盘绕轨迹全自动化、高精度地将补偿链逐圈逐层盘绕至所需高度的目标。
本实用新型在机架的一侧设置送链导向装置,在机架的另一侧设置包括X向小车的X向移动装置,在X向小车上设置包括Y向小车的Y向移动装置,在Y向小车上设置Z向移动装置,其特征在于在Y向小车上分别支撑前摩擦轮驱动装置和后摩擦轮驱动装置,在前摩擦轮驱动装置的输出端连接前摩擦轮,在后摩擦轮驱动装置的输出端连接后摩擦轮,前摩擦轮和后摩擦轮相互平行设置,在前摩擦轮和后摩擦轮之间布置第一导链环和第二导链环。
所述Z向移动装置包括支撑在Y向小车上的Z向移动控制装置,在Z向移动控制装置的输出端连接齿轮,在竖向齿条的两侧分别固定直线导轨,各直线导轨与固定在设置于Y向小车下端的连接架上的滑块相互滚动配合,在齿条的背面布置沿齿条的长度方向布置的至少三组第三导链环,在第三导链环最下方的齿条上设置一机械手。
来自挤出机的连续的电梯平衡补偿链在送链导向装置的引领下,进入本装备,补偿链经前、后摩擦轮的主动传送,再经第三导链环和机械手盘绕在位于该装置的下端的平板车上。另外,在X向小车、Y向小车及Z向移动装置的配合下,盘绕的轨迹呈跑道形。
本实用新型克服了CN 102490337A只有一个摩擦轮,盘绕时由于摩擦轮与挤出机之间的距离有较大的变化,使摩擦轮上两边补偿链的张力差变化较大,补偿链在摩擦轮上产生的弹性滑动量变化较大,引起补偿链从摩擦轮向平板车下落的速度波动较大,导致经过一段时间盘绕后,需要人工消除下落到平板车上的补偿链的长度累积误差,才能使下落的补偿长度和盘绕长度保持一致的不足存在。
本实用新型还克服了CN 102490337 A摩擦轮和Z向移动装置之间没有机械连接、摩擦轮与平板车之间的补偿链始终维持折线状态,以及在盘绕圆弧段轨迹时摩擦轮和Z向移动装置并不同步运动,导致难以精确保证补偿链完全按预定盘绕轨迹下落到平板车上的不足。
本实用新型在齿条的背面布置沿齿条的长度方向布置的至少三组第三导链环,可以避免CN 102530645 A 由于Z向齿条上设置的导链环间距太大,当某个导链环的滚筒(或滚子)转动不太灵活使补偿链在导链环内下移的阻力有所增大时,引起补偿链不通过该导链环而直接从该导链环的上面向外鼓出导致盘绕中断的现象发生。
本实用新型还取消了CN 102490337 A中的内架,使得装备的工作空间量更大。
本实用新型的所有移动机构均采用齿轮齿条机构,克服了实用新型CN 102490337 A在X和Y向采用同步带传移动机构,存在同步带的纠偏和张紧等维护工作量较大的不足。
另外,本实用新型所述机械手包括与齿条连接的设有中心通孔的机械手机架,中心通孔与第三导链环同心,且中心通孔的直径不小于第三导链环的内径,在机械手机架下方通过平面轴承连接水平布置的中空大齿轮,在机械手机架上设置驱动装置,驱动装置的输出端连接小齿轮,所述小齿轮与中空大齿轮相互啮合;
在中空大齿轮的下端同心固定连接一个C形环状机械指机架,在机械指机架的下端布置一个机械长指和两个机械短指,在机械长指的下端滚动配合中心滚筒指套,在两个机械短指的下端分别滚动配合侧滚筒指套,所述中心滚筒指套与中空大齿轮同轴布置,两个侧滚筒指套布置在中心滚筒指套的两侧,且中心滚筒指套和两个侧滚筒指套在水平面上的投影连线在中空大齿轮的一个径向上。
本实用新型克服了现有技术中需要人工将下落到平板车上后自由扭转的补偿链推回到预定盘绕轨迹上的不足。本实用新型可以按照Y向小车预定的跑道形盘绕运动轨迹,全自动化、高精度、可靠地将补偿链逐圈逐层盘绕至所需高度。
另外,本实用新型还在所述前摩擦轮下方的Y向小车上设置与前摩擦轮配合的傍轮。傍轮的主要作用使增加补偿链在前摩擦轮上的围包角,以提高前摩擦轮对拽送补偿链的能力。
在所述送链导向装置和前摩擦轮之间的机架上设置至少两组托辊,可为前摩擦拽送链装置和导向装置之间的补偿链提供良好支撑,并减少前摩擦拽送链装置拖拽补偿链所需的力。
附图说明
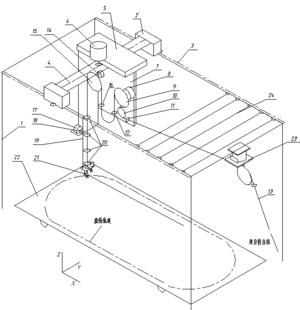
图1为本实用新型的一种结构示意图。
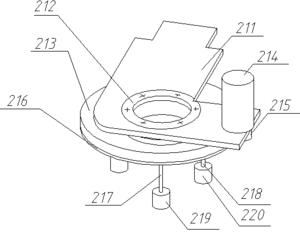
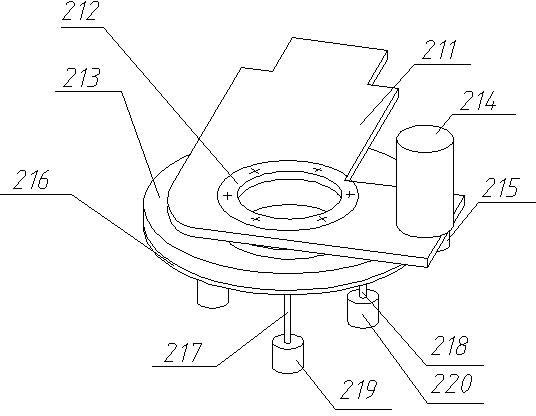
图2为机械手的放大示意图。
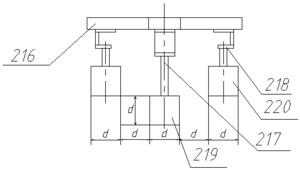
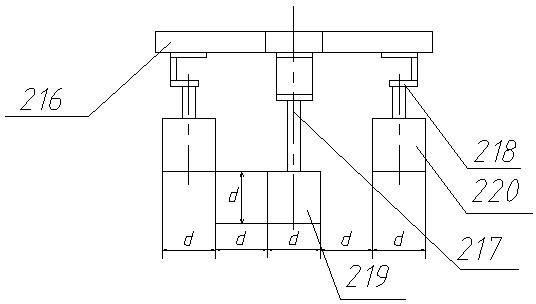
图3为机械指的结构示意图。
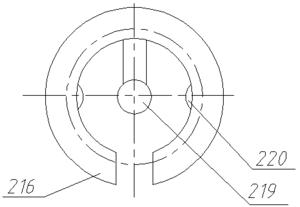
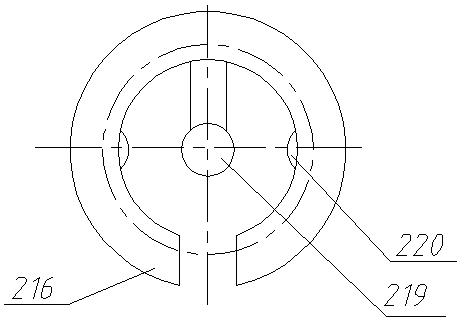
图4为图3的俯向视图。
具体实施方式
如图1所示,本实用新型在机架1上设置有送链导向装置、前摩擦拽送链装置、后摩擦拽送链装置、X向移动装置、Y 方向移动装置、Z向移动装置和托辊组。
两组X向移动装置对称地布置在机架1的上顶部,每组X向移动装置包括一台X向小车2、固定在机架1上的X向齿条和X向路轨3, X向小车2内设置X向小车驱动装置,X向小车驱动装置的输出端连接X向齿轮,X向齿轮与X向齿条啮合形成齿轮齿条驱动装置。当X向小车驱动装置带动X向齿轮旋转时,旋转的X向齿轮与X向齿条相啮合,使X向小车2沿X向路轨移动,X向小车和X向路轨滚动配合, X向小车驱动装置带动X向齿轮正反转,正、反转的X向齿轮与X向齿条相啮合,使X向小车2沿X向路轨往复平稳移动。
Y向移动装置包括连接在两组X向移动装置的两台X向小车2之间的Y向路轨和Y向齿条4,在Y向齿条4上方布置一台Y向小车5,在Y向小车5上设置Y向小车驱动装置6,在Y向小车驱动装置6的输出端连接Y向齿轮,该Y向齿轮与Y向齿条4啮合形成另一组齿轮齿条驱动装置。当Y向小车驱动装置6带动Y向齿轮正反向旋转时,使Y向小车5沿Y向路轨正反向往复平稳移动。
本实用新型将前摩擦拽送链装置、后摩擦拽送链装置和Z向移动装置都设置在Y向小车5上。
前摩擦拽送链装置设有通过连接架7支撑在Y向小车5下方的前摩擦轮驱动装置8,在前摩擦轮驱动装置8的输出端连接前摩擦轮9,在前摩擦轮9下方的连接架7上通过轴承连接傍轮10,在傍轮10前方的连接架7上设置一只导链环11,在前摩擦轮9下方的连接架7上还设置另一只导链环12。
后摩擦拽送链装置设有通过连接架7支撑在Y向小车5下方的后摩擦轮驱动装置14,在后摩擦轮驱动装置14的输出端连接后摩擦轮15,在后摩擦轮15的下方的连接架7上还设置有导链环16。
Z向移动装置包括通过连接架7支撑在Y向小车5下方的Z向移动控制装置17,在Z向移动控制装置17的输出端连接齿轮18。在连接架7上通过滑块配合竖向两根直线导轨, 各直线导轨分别固定在竖向的齿条19的两侧,该齿条19与齿轮18啮合形成,齿轮齿条驱动装置。当Z向移动控制装置17控制齿轮18正、反转时,齿条19可竖向往复运动。
在齿条19的背面沿齿条19的长度方向同轴布置的四组导链环20,在最下方的导链环20下方的齿条19上设置一机械手21。
在机械手21的下方设置用于盘绕补偿链13的平板车22。
如图2、3、4所示,机械手21包括与齿条19连接的设有中心通孔的机械手机架211,中心通孔与导链环20同心,且中心通孔的直径不小于导链环20的内径,在机械手机架211下方通过平面轴承212连接水平布置的中空大齿轮213,在机械手机架211上设置驱动装置214,驱动装置214的输出端连接小齿轮215,小齿轮215与中空大齿轮213相互啮合。当驱动装置214驱动小齿轮215作正反向转动时,可带动中空大齿轮213在水平面上作正反向旋转。
在中空大齿轮213的下端同心固定连接一个C形环状机械指机架216,在机械指机架216的下端布置一个机械长指217和两个机械短指218,在机械长指217的下端滚动配合中心滚筒指套219,在两个机械短指218的下端分别滚动配合侧滚筒指套220。中心滚筒指套219与中空大齿轮213同轴布置,两个侧滚筒指套220布置在中心滚筒指套219的两侧,且中心滚筒指套219和两个侧滚筒指套220在水平面上的投影连线在中空大齿轮213的一个径向上。
前摩擦轮驱动装置8带动前摩擦轮9旋转,依靠前摩擦轮9和补偿链13之间的摩擦力,将来自挤出机的、穿过导链环11、经过傍轮10的补偿链13经过前摩擦轮9的围包角连续不断地穿过导链环12以送给后摩擦拽送链装置。
后摩擦轮驱动装置14带动后摩擦轮15旋转,依靠后摩擦轮15和补偿链13之间的摩擦力,将穿过导链环16的补偿链13连续不断地通过后摩擦轮15向下方输送。
补偿链13通过四组导链环20后,经机械手21到达平板车22上。
通过X向移动装置和Y 向移动装置的协调移动,使Y向小车按照预定的跑道形盘绕轨迹作由内向外(或由外向内)的盘绕运动,使导链环、机械手和导链环内的补偿链跟随Y向小车一起按照预定的跑道形盘绕轨迹作由内向外(或由外向内)的盘绕运动,当一圈盘绕结束后,使Y向小车按由内向外(或由外向内)的方向移动一个补偿链直径的距离,以满足下一圈盘绕的需要。在盘绕当前圈时,机械手可以将前一圈下落到平板车上后由于补偿链内部电焊锚链的特性所导致的自由扭转而偏离预定轨迹的补偿链,自动推回到预定的盘绕轨迹上。克服了实用新型CN 102490337 A需要一定的人工将下落到平板车上后自由扭转而偏离预定轨迹的补偿链推回到预定盘绕轨迹上的不足。当一层补偿链被盘绕结束后,Z向移动装置连同机械手向上移动一个补偿链的直径,Y向移动装置由外向内(或由内向外)移动半个补偿链的直径,以满足下一层盘绕的需要。
随Y向小车被X向移动装置向和Y向移动装置共同牵引而按照预定的跑道形盘绕轨迹逐圈盘绕运动时,前摩擦拽送链装置与挤出机之间的距离不断变化,且该距离变化的最大差值较大,使前摩擦轮上两边补偿链的张力差变化较大,引起补偿链在前摩擦轮上产生的弹性滑动量的波动较大,导致从前摩擦轮上下落补偿链的速度有较大的波动。而前摩擦拽送链装置和后摩擦拽送链装置之间的距离是固定的,使前摩擦拽送链装置和后摩擦拽送链装置对应的前摩擦轮和后摩擦轮之间的补偿链由于自重形成“U”型形状,“U”型形状的宽度固定不变,“U”型形状的高度受补偿链在前摩擦轮上下落时的速度波动的影响有较小的变化,通过在“U”型处上方和下方分别安装上限光电开关和下限光电开关,根据上限光电开关和下限光电开关的通断状态控制后摩擦轮的转速,使“U”型形状的高度在较小间距的上下限光电开关之间变化,使补偿链在后摩擦轮上产生的弹性滑动量的波动相对于在前摩擦轮上产生的弹性滑动量的波动可以达到忽略不计的状态,使得补偿链从后摩擦轮下落的速度波动可以忽略不计,从而可以避免补偿下落到平板车上的长度累积误差。
通过将Z向移动装置设置在Y向小车上,后摩擦轮和Z向移动装置之间成为刚性连接,使从后摩擦轮不断下落的在Z向移动装置的导链环内的补偿链始终以铅垂状态按照预定的跑道形盘绕轨迹下落到平板车上,即达到了补偿链能够完全按预定盘绕轨迹下落到平板车上目标。
本实用新型在机架1的一侧设置送链导向装置23,在送链导向装置23和前摩擦拽送链装置的前摩擦轮9之间,于机架1的上顶部通过轴承、直线导轨和滑块设置一排托辊组24。
本实用新型的工作过程:
1、人工拖动来自挤出机的补偿链13的一端,经送链导向装置23、托辊组24、导链环11傍轮10、前摩擦轮9、导链环12、16、后摩擦轮15,进入Z向移动装置上的导链环20和机械手21后,下落至平板车22上为盘绕所需的一适当距离。
2、开动Z向驱动装置,将机械手21置于至距平板车22为盘绕所需的一适当距离。
3、开动X向小车驱动装置和Y向驱动小车驱动装置6,在X向小车2和Y向小车5的协调运动下,使Y向小车5连同导链环20和机械手21及补偿链13的端头置于盘绕的起始点位置。
4、根据最底层的预定盘绕轨迹和由内向外(或由外向内)逐圈盘绕的方式,电控控制X向和Y向移动装置,使Y向小车5按照最底层的最内圈(或最外圈)的预定盘绕轨迹运动,导链环20和机械手21跟随Y向小车5一起运动,使连续通过导链环20和机械手21的补偿链13可以按照最底层的最内圈(或最外圈)的预定盘绕轨迹不断下落到平板车22上。
5、当最底层的最内圈(或最外圈)的补偿链盘绕结束后,电控控制Y向移动装置,使Y向小车5沿Y方向由内向外(由外向内)移动一个补偿链的直径,并使Y向小车5按照最底层的从内向外数(或从外向内数)的第二圈的预定盘绕轨迹运动,导链环20和机械手21跟随Y向小车5一起运动,使补偿链13按照最底层的从内向外数(或从外向内数)的第二圈的预定盘绕轨迹不断下落到平板车22上。重复步骤5,可逐圈盘绕至完成整个最底层盘绕工作。在机械手21跟随Y向小车5一起按照当前圈的预定盘绕轨迹运动时,能自动将前一圈下落到平板车22上后由于补偿链13内部电焊锚链的特性所导致的自由扭转偏离预定轨迹的补偿链13推回到预定的盘绕轨迹上。
6、当完成整个最底层盘绕工作后,电控控制Z向驱动装置17,以及Y向移动装置6, 使Z向齿条19连同导链环20和机械手21上移一个补偿链13的直径,以及使Y向移动小车5由外向内(或由内向外)移动半个补偿链13的直径,并使Y向小车5按照从下向上数第二层的预定盘绕轨迹由外向内(或由内向外)逐圈运动,使连续通过导链环20和机械手21的补偿链13可以按照从下向上数第二层的预定盘绕轨迹由外向内(或由内向外)不断下落到平板车22上,直至完成整个从下向上数第二层的盘绕工作。
7、重复上述第4、5、6步,便可按照预定的盘绕轨迹全自动化、高精度地将补偿链逐圈逐层盘绕至所需要的高度。
价值度评估
技术价值
经济价值
法律价值
0 0 060.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:60.0分
该专利价值中等 (仅供参考)
本专利文献中包含【5 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【被引用次数3 次】专利被引次数越多越能能够体现出该专利在相关技术领域研发中所发挥的基础性作用,代表着专利公开的内容有更多的产业利用价值。 【专利权的维持时间8 年】专利权的维持时间越长,其价值对于权利人而言越高。
技术价值 33.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
3 个月独立权利要求数量
0 个从属权利要求数量
0 个说明书页数
5 页实施例个数
0 个发明人数量
10 个被引用次数
3 次引用文献数量
3 个优先权个数
0 个技术分类数量
5 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 8.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
2申请人类型
院校;企业许可备案
0 次权利质押
0 次权利转移
0 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
8法律状态
无权-未缴年费







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...