【中国发明,中国发明授权】蒸发器散热片自动上料排片装置
无权-未缴年费 中国
- 申请号:
- CN201110279688.8
- 专利权人:
- 江苏技术师范学院
- 授权公告日/公开日:
- 2013.07.10
- 专利有效期:
- 2011.09.20-2031.09.20
- 技术分类:
- B21:基本上无切削的金属机械加工;金属冲压
- 转化方式:
- 转让
- 价值度指数:
-
- 56.0分
- 价格:
- 面议
发布人
江苏理工学院
联系人何老师
-

- 0519-88238869

-

- 302910554
-

- 13151263266

- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201110279688.8
- 申请日
- 20110920
- 公开/公告号
- CN102350467A
- 公开/公告日
- 20120215
- 申请/专利权人
- [江苏技术师范学院]
- 发明/设计人
- [杨龙兴, 杨浩轩]
- 主分类号
- B21D53/04
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 江苏(32)
- 颁证日
- G06T1/00
- 代理人
- [汤志和]
摘要
本发明涉及一种蒸发散热片自动上料排片装置,该装置包括:设于冲床和插片穿管模具之间的接片架,接片架两端的第一、第二接片框上设有接片槽板;冲床的出片口与接片架一端的接片槽板相对设置;接片槽适于接插并固定由冲床推出的散热片;插片穿管模具包括一水平台面,该水平台面上设有与接片槽板上的接片槽相对应的插片槽;第一、第二接片框分别通过一水平转轴设于接片架的两端,接片架上设有用于控制第一、第二接片框翻转至水平状态的翻转驱动机构;水平状态的接片槽板上的各散热片与插片穿管模具的水平台面上的插片槽一一相对;接片槽板处于水平状态时,各散热片的上方设有用于将各散热片推入插片槽的推杆。
法律状态
| 法律状态公告日 | 20240628 |
| 法律状态 | 专利权的终止 |
| 法律状态信息 | 未缴年费专利权终止 IPC(主分类):B21D 53/04 专利号:ZL2011102796888 申请日:20110920 授权公告日:20130710 终止日期: |
| 法律状态公告日 | 20201204 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):B21D 53/04 专利号:ZL2011102796888 登记生效日:20201124 变更事项:专利权人 变更前权利人:江苏理工学院 变更后权利人:南通金威复合材料有限公司 变更事项:地址 变更前权利人:213001 江苏省常州市钟楼区中吴大道1801号 变更后权利人:226600 江苏省南通市海安开发区康华路59号 |
| 法律状态公告日 | 20130710 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20130612 |
| 法律状态 | 著录事项变更 |
| 法律状态信息 | 著录事项变更IPC(主分类):B21D 53/04变更事项:申请人变更前:江苏技术师范学院变更后:江苏理工学院变更事项:地址变更前:213000 江苏省常州市钟楼区中吴大道1801号变更后:213015 江苏省常州市钟楼区中吴大道1801号 |
| 法律状态公告日 | 20120328 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):B21D 53/04 申请日:20110920 |
| 法律状态公告日 | 20120215 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 事务数据公告日 | 20201204 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):B21D 53/04 专利号:ZL2011102796888 登记生效日:20201124 变更事项:专利权人 变更前权利人:江苏理工学院 变更后权利人:南通金威复合材料有限公司 变更事项:地址 变更前权利人:213001 江苏省常州市钟楼区中吴大道1801号 变更后权利人:226600 江苏省南通市海安开发区康华路59号 |
权利要求
权利要求数量(5)
独立权利要求数量(1)
1.一种蒸发器散热片自动上料排片装置,包括:用于分切散热片的冲床(1)和用于将排列整齐的散热片与散热管插接配合的插片穿管模具(6);其特征在于还包括:
设于冲床(1)和插片穿管模具(6)之间的适于绕中心点水平旋转的接片架(2),接片架(2)的两端分别垂直设有第一、第二接片框(2-1、2-2);第一、第二接片框(2-1、2-2)上设有接片槽板(8),该接片槽板(8)上分布的接片槽开口朝外;
所述冲床(1)的出片口与所述接片架(2)一端的接片槽板(8)相对设置;所述接片槽适于接插并固定由冲床(1)推出的散热片;
所述插片穿管模具(6)包括一水平台面,该水平台面上设有与所述接片槽板(8)上的接片槽相对应的插片槽;
所述第一、第二接片框(2-1、2-2)分别通过一水平转轴(7)设于接片架(2)的两端,接片架(2)上设有用于控制第一、第二接片框(2-1、2-2)翻转至水平状态的翻转驱动机构;
水平状态的所述接片槽板(8)上的各散热片与所述插片穿管模具(6)的水平台面上的插片槽一一相对;所述接片槽板(8)处于水平状态时,各散热片的上方设有用于将各散热片推入所述插片槽的推杆(8-1)。
2.根据权利要求1所述的蒸发器散热片自动上料排片装置,其特征在于:接片槽板(8)上分布有多个平行的接片槽;
所述第一、第二接片框(2-1、2-2)上设有用于控制接片槽板(8)上下位移的丝杆(10)上,该丝杆(10)与一电机(3)传动配合,该电机(3)通过一驱动电路与一控制器相连;该控制器与一用于检测所述冲床(1)的出片口是否有散热片推出并进入所述接片槽中的传感器相连;
当所述冲床(1)的出片口推出的散热片插入所述接片槽后,控制器控制电机(3)动作,使接片槽板(8)向上或向下位移一个接片槽位;
当与所述冲床(1)相邻的所述接片槽板(8)上的接片槽布满散热片后,控制器控制接片架(2)绕该接片架(2)的中心点水平旋转180°,并控制所述接片槽板(8)翻转至所述水平状态。
3.根据权利要求2所述的蒸发器散热片自动上料排片装置,其特征在于:第一、第二接片框(2-1、2-2)的结构对称;
在第一接片框(2-1)中,接片槽板(8)的一侧通过一螺母(10-1)与丝杆(10)相连,接片槽板(8)的另一侧设于通过第一、第二相连滑环(9-1、9-2)设于滑动导柱(9)上,滚珠丝杆(10)和滑动导柱(9)平行设于第一、第二接片框(2-1、2-2)上。
4.根据权利要求3所述的蒸发器散热片自动上料排片装置,其特征在于:所述的接片槽板(8)包括三根纵向平行且相间分布的接片槽杆(8-2),所述接片槽分布在各接片槽杆(8-2)上;所述推杆(8-1)由气缸推动,该推杆(8-1)设于所述接片槽杆(8-2)的后端且于相邻两个接片槽杆(8-2)之间。
5.根据权利要求4所述的蒸发器散热片自动上料排片装置,其特征在于:处于中间的接片槽杆(8-2)的接片槽中设有用于接插并固定所述散热片卡簧。
1.一种蒸发器散热片自动上料排片装置,包括:用于分切散热片的冲床(1)和用于将排列整齐的散热片与散热管插接配合的插片穿管模具(6);其特征在于还包括:
设于冲床(1)和插片穿管模具(6)之间的适于绕中心点水平旋转的接片架(2),接片架(2)的两端分别垂直设有第一、第二接片框(2-1、2-2);第一、第二接片框(2-1、2-2)上设有接片槽板(8),该接片槽板(8)上分布的接片槽开口朝外;
所述冲床(1)的出片口与所述接片架(2)一端的接片槽板(8)相对设置;所述接片槽适于接插并固定由冲床(1)推出的散热片;
所述插片穿管模具(6)包括一水平台面,该水平台面上设有与所述接片槽板(8)上的接片槽相对应的插片槽;
所述第一、第二接片框(2-1、2-2)分别通过一水平转轴(7)设于接片架(2)的两端,接片架(2)上设有用于控制第一、第二接片框(2-1、2-2)翻转至水平状态的翻转驱动机构;
水平状态的所述接片槽板(8)上的各散热片与所述插片穿管模具(6)的水平台面上的插片槽一一相对;所述接片槽板(8)处于水平状态时,各散热片的上方设有用于将各散热片推入所述插片槽的推杆(8-1)。
2.根据权利要求1所述的蒸发器散热片自动上料排片装置,其特征在于:接片槽板(8)上分布有多个平行的接片槽;
所述第一、第二接片框(2-1、2-2)上设有用于控制接片槽板(8)上下位移的丝杆(10)上,该丝杆(10)与一电机(3)传动配合,该电机(3)通过一驱动电路与一控制器相连;该控制器与一用于检测所述冲床(1)的出片口是否有散热片推出并进入所述接片槽中的传感器相连;
当所述冲床(1)的出片口推出的散热片插入所述接片槽后,控制器控制电机(3)动作,使接片槽板(8)向上或向下位移一个接片槽位;
当与所述冲床(1)相邻的所述接片槽板(8)上的接片槽布满散热片后,控制器控制接片架(2)绕该接片架(2)的中心点水平旋转180°,并控制所述接片槽板(8)翻转至所述水平状态。
3.根据权利要求2所述的蒸发器散热片自动上料排片装置,其特征在于:第一、第二接片框(2-1、2-2)的结构对称;
在第一接片框(2-1)中,接片槽板(8)的一侧通过一螺母(10-1)与丝杆(10)相连,接片槽板(8)的另一侧设于通过第一、第二相连滑环(9-1、9-2)设于滑动导柱(9)上,滚珠丝杆(10)和滑动导柱(9)平行设于第一、第二接片框(2-1、2-2)上。
4.根据权利要求3所述的蒸发器散热片自动上料排片装置,其特征在于:所述的接片槽板(8)包括三根纵向平行且相间分布的接片槽杆(8-2),所述接片槽分布在各接片槽杆(8-2)上;所述推杆(8-1)由气缸推动,该推杆(8-1)设于所述接片槽杆(8-2)的后端且于相邻两个接片槽杆(8-2)之间。
5.根据权利要求4所述的蒸发器散热片自动上料排片装置,其特征在于:处于中间的接片槽杆(8-2)的接片槽中设有用于接插并固定所述散热片卡簧。
说明书
技术领域
本发明涉及一种蒸发器散热片自动上料排片装置。
背景技术
蒸发器是空调冰箱等制冷设备中必备部件,它由0.05mm-0.15mm规则铝型薄片(一般为矩形)上穿在充有制冷液的铜(或铝铁等金属材料)管上组成,制冷液将制冷设备的热量从设备中带出,再通过穿在铜管上、与铜管接触良好的规则铝型薄片将热量散到空气中去。
目前,斜插式散热器,国内绝大部分蒸发器厂首先将整卷铝型薄片型材通过高速冲床加工出规则形状和斜孔,通过穿过斜孔的方法运输到插片穿管机床地点,再采用人工方法将铝型薄片插入间隔2-3mm缝隙0.20mm左右的模具中,不同规格产品每只蒸发器插入数量一般为几十到一百多片不等,最后使用气动压板将插入的铝片压到同一平面,再在铝型薄片的斜孔中通过液压装置插入铜管,再通过气动顶出完成蒸发器部件的生产和装配。
上述过程费时费力,生产效率较低。
发明内容
本发明要解决的技术问题是提供一种适于大幅提高生产效率的蒸发器散热片自动上料排片装置。
为解决上述技术问题,本发明通过了一种蒸发散热片自动上料排片装置,其包括:用于分切散热片的冲床,用于将排列整齐的散热片与散热管插接配合的插片穿管模具,设于冲床和插片穿管模具之间的适于绕中心点水平旋转的接片架,接片架的两端分别垂直设有第一、第二接片框;第一、第二接片框上设有接片槽板,该接片槽板上分布的接片槽开口朝外;所述冲床的出片口与所述接片架一端的接片槽板相对设置;所述接片槽适于接插并固定由冲床推出的散热片;所述插片穿管模具包括一水平台面,该水平台面上设有与所述接片槽板上的接片槽相对应的插片槽;所述第一、第二接片框分别通过一水平转轴设于接片架的两端,接片架上设有用于控制第一、第二接片框翻转至水平状态的翻转驱动机构;水平状态的所述接片槽板上的各散热片与所述插片穿管模具的水平台面上的插片槽一一相对;所述接片槽板处于水平状态时,各散热片的上方设有用于将各散热片推入所述插片槽的推杆。
进一步,为方便连续接收从机床输出的散热片,接片槽板上分布有多个平行的接片槽;所述第一、第二接片框上设有用于控制接片槽板上下位移的丝杆上,该丝杆与一电机传动配合,该电机通过一驱动电路与一控制器相连;该控制器与一用于检测所述冲床的出片口是否有散热片推出并进入所述接片槽中的传感器相连;当所述冲床的出片口推出的散热片插入所述接片槽后,控制器控制电机动作,使接片槽板向上或向下位移一个接片槽位;当与所述冲床相邻的所述接片槽板上的接片槽布满散热片后,控制器控制接片架绕该接片架的中心点水平旋转180°,并控制所述接片槽板翻转至所述水平状态。
进一步,第一、第二接片框的结构对称;在第一接片框中,接片槽板的一侧通过一螺母与丝杆相连,接片槽板的另一侧设于通过第一、第二相连滑环设于滑动导柱上,滚珠丝杆和滑动导柱平行设于第一、第二接片框上,以方便控制所述接片槽板的上下位移。
进一步,为方便在所述接片槽板与所述插片穿管模具的水平台面平行时,将各散热片推入所述水平台面上的插片槽,所述的接片槽板包括三根纵向平行且相间分布的接片槽杆,所述接片槽分布在各接片槽杆上;所述推杆由气缸推动,该推杆设于所述接片槽杆的后端且于相邻两个接片槽杆之间。
进一步,为确保将所述散热片接插并固定,处于中间的接片槽杆的接片槽中设有用于接插并固定所述散热片卡簧。
本发明具有的技术效果:(1)本发明蒸发器散热片自动上料排片装置在工作时,切片、接片、压片、穿管过程都可同时进行,节约了时间,提高了工作效率。(2)全自动化运行,精度较高且无需人员维护,节约了人力成本。
附图说明
为了使本发明的内容更容易被清楚的理解,下面根据的具体实施例并结合附图,对本发明作进一步详细的说明,其中
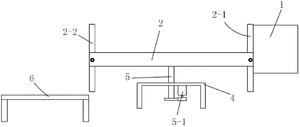
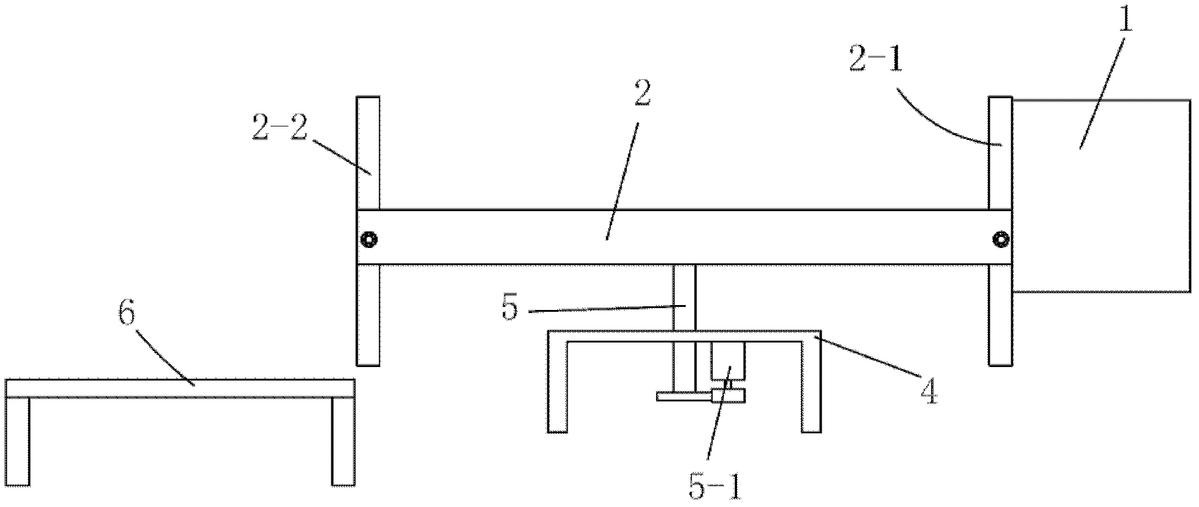
图1为所述蒸发器散热片自动上料排片装置的整体机构示意图;
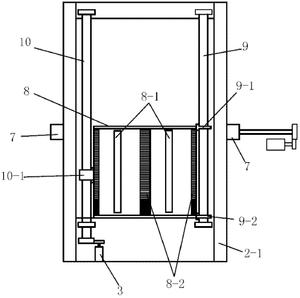
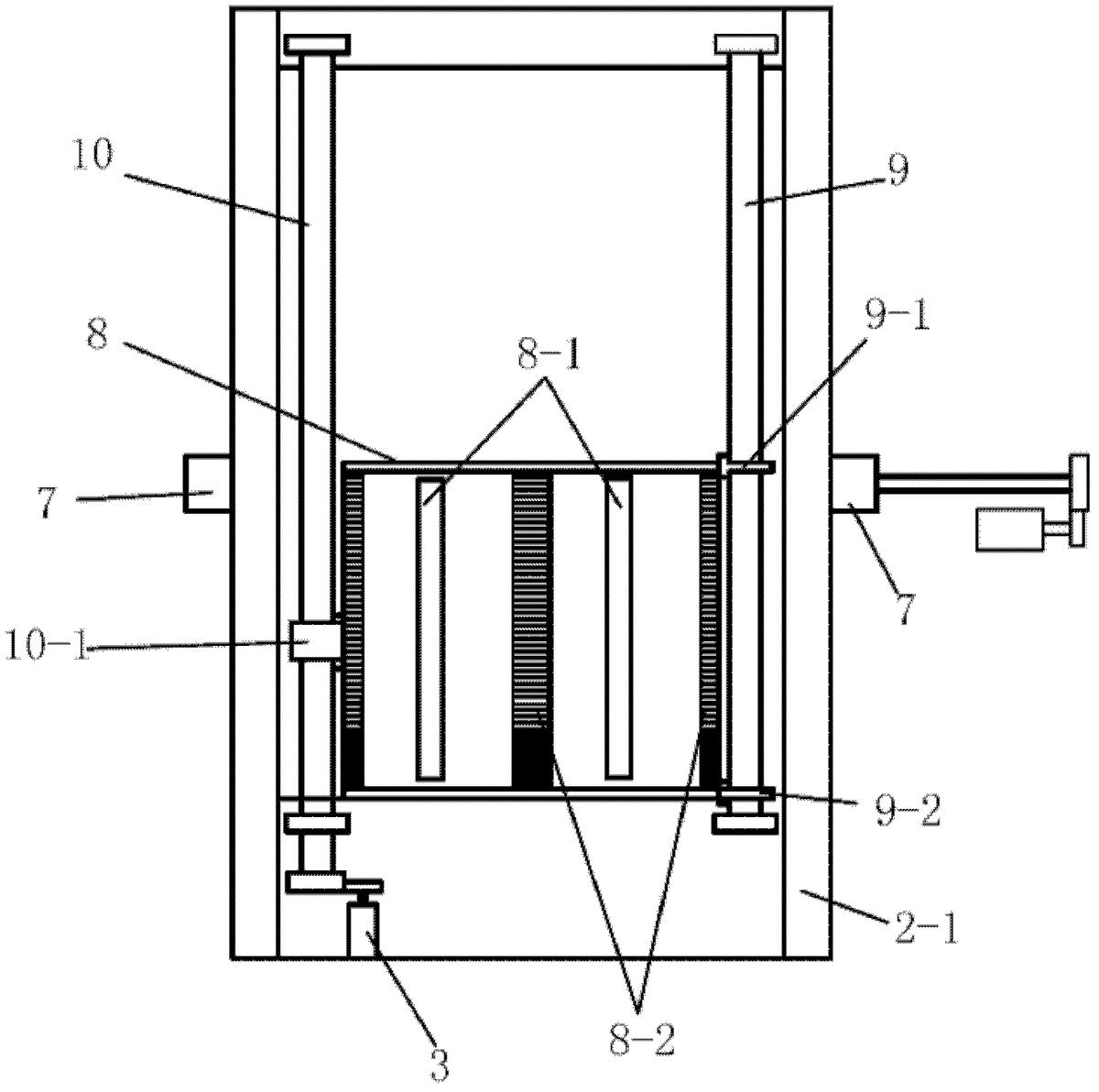
图2为所述自动上料排片装置中的第一接片框的机构示意图;
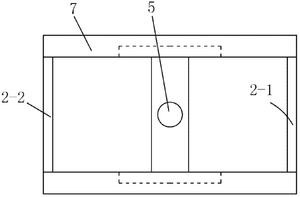
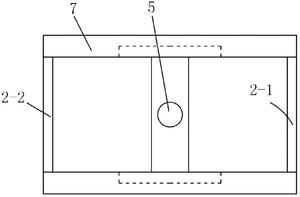
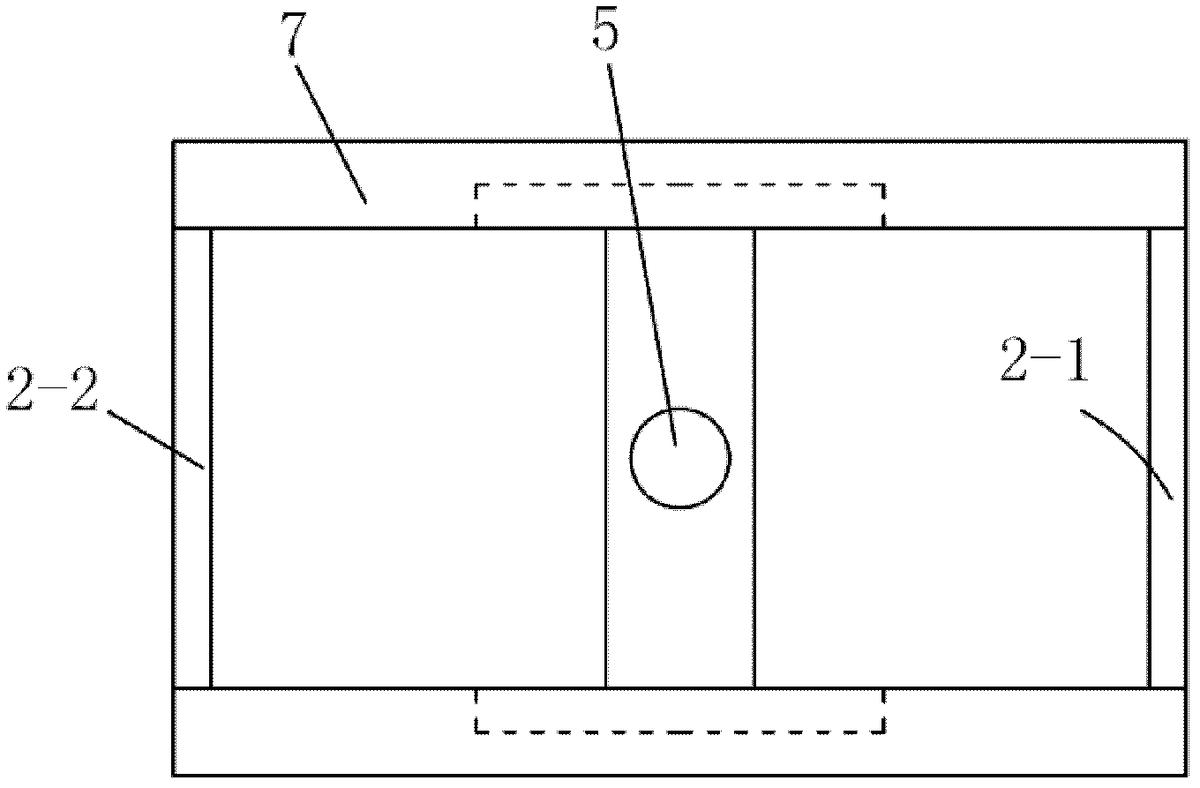
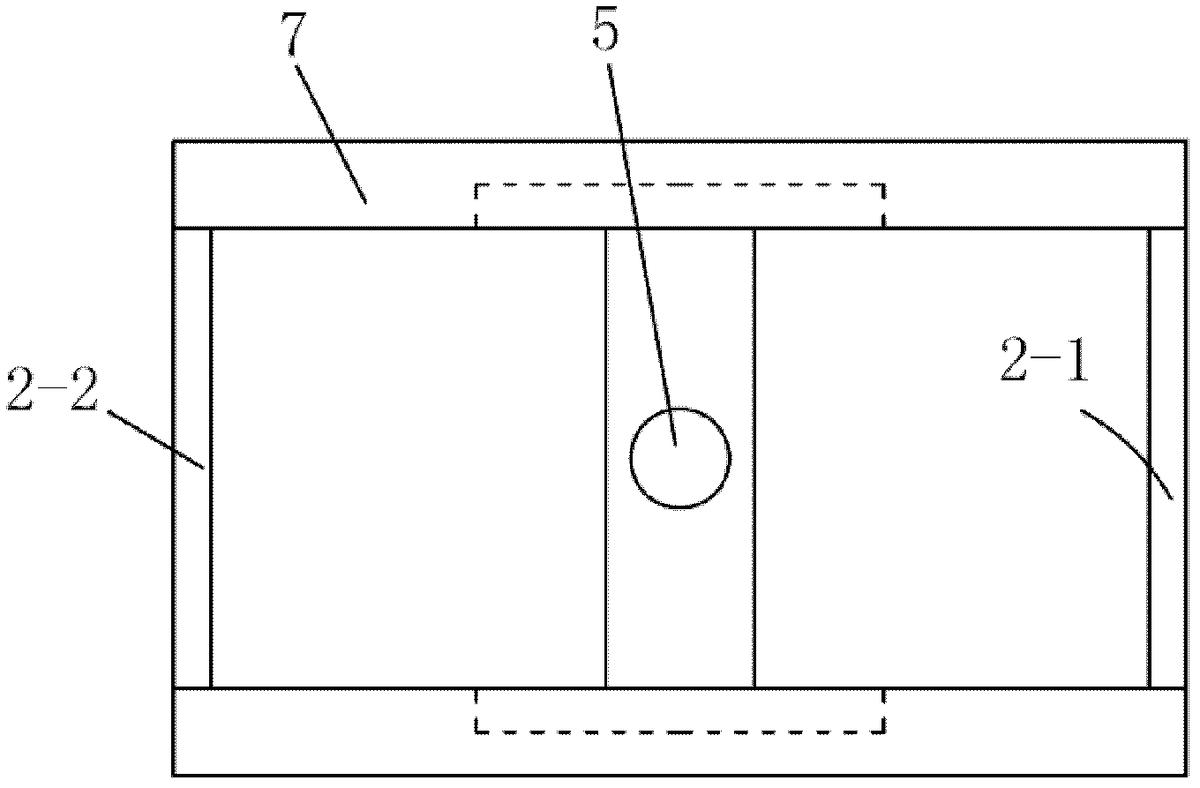
图3为图1中接片架的俯视图。
具体实施方式
下面结合附图及实施例对本发明进行详细说明:
如图1-3,本发明的蒸发散热片自动上料排片装置包括:用于分切散热片的冲床1,用于将排列整齐的散热片与散热管插接配合的插片穿管模具6,设于冲床1和插片穿管模具6之间的适于绕中心点水平旋转的接片架2,接片架2的两端分别垂直设有第一、第二接片框2-1、2-2;第一、第二接片框2-1、2-2上设有接片槽板8,该接片槽板8上分布的接片槽开口朝外;所述冲床1的出片口与所述接片架2一端的接片槽板8相对设置;所述接片槽适于接插并固定由冲床1推出的散热片;所述插片穿管模具6包括一水平台面,该水平台面上设有与所述接片槽板8上的接片槽相对应的插片槽;所述第一、第二接片框2-1、2-2分别通过一水平转轴7设于接片架2的两端,接片架2上设有用于控制第一、第二接片框2-1、2-2翻转至水平状态的翻转驱动机构;翻转驱动机构包括用于驱动该水平转轴7转动的电机和减速机构;作为另一种实施方式,所述第一、第二接片框2-1、2-2的一端设有水平转轴7,另一端与一由伺服电机驱动的连杆相连,以驱动第一、第二接片框2-1、2-2实现90°往复翻转。
接片架2的中心点设于一垂直转轴5上,垂直转轴5设于机身支撑4上,该机身支撑4上设有用于驱动垂直转轴5旋转的电机驱动机构5-1。
水平状态的所述接片槽板8上的各散热片与所述插片穿管模具6的水平台面上的插片槽一一相对;所述接片槽板8处于水平状态时,各散热片的上方设有用于将各散热片推入所述插片槽的推杆8-1。
接片槽板8上分布有多个平行的接片槽;所述第一、第二接片框2-1、2-2上设有用于控制接片槽板8上下位移的丝杆10上,该丝杆10与一电机3传动配合,该电机3通过一驱动电路与一控制器相连;该控制器与一用于检测所述冲床1的出片口是否有散热片推出并进入所述接片槽中的传感器相连;当所述冲床1的出片口推出的散热片插入所述接片槽后,控制器控制电机3动作,使接片槽板8向上或向下位移(根据所述接片槽板8的初始位置而控制其位移方向)一个接片槽位;当与所述冲床1相邻的所述接片槽板8上的接片槽布满散热片后,控制器控制接片架2绕该接片架2的中心点水平旋转180°,并控制所述接片槽板8翻转至所述水平状态。
第一、第二接片框2-1、2-2的结构对称;在第一接片框2-1中,接片槽板8的一侧通过一螺母10-1与丝杆10相连,接片槽板8的另一侧设于通过第一、第二相连滑环9-1、9-2设于滑动导柱9上,滚珠丝杆10和滑动导柱9平行设于第一、第二接片框2-1、2-2上。
所述的接片槽板8包括三根纵向平行且相间分布的接片槽杆8-2,接片槽杆8-2采用上下横梁相连。所述接片槽分布在各接片槽杆8-2上;所述推杆8-1由气缸推动,该推杆8-1设于所述接片槽杆8-2的后端且于相邻两个接片槽杆8-2之间。
处于中间的接片槽杆8-2的接片槽中设有用于接插并固定所述散热片卡簧。接片槽为扩口槽。
上述蒸发器散热片自动上料排片装置的工作方法,包括以下步骤:
①、控制接片架2两端的第一、第二接片框2-1、2-2分别与冲床1的出片口和插片穿管模具6相对设置;第一、第二接片框2-1、2-2上设有接片槽板8;
②、所述冲床1将分切完成的散热片从出片口推出并接插、固定在邻近冲床1且垂直设置的所述接片槽板8上;
③、然后,控制接片槽板8向上或向下位移一个接片槽位,并重复上述步骤②;
④、当所述邻近冲床1的接片槽板8布满散热片后,控制接片架2绕该接片架2的中心点水平旋转180°,然后控制该布满散热片的接片槽板8翻转至水平状态;此时,该布满散热片的接片槽板8上的各散热片与所述插片穿管模具6的水平台面上的插片槽一一相对;然后,控制所述推杆8-1将各散热片推入所述插片槽;然后控制该水平状态的接片槽板8反向翻转至初始的垂直状态;
⑤、上述步骤④的实施过程中,此时与所述冲床1相邻的另一接片槽板8重复上述步骤②-③,直至所述插片穿管模具6的水平台面上的插片槽插满散热片。
显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而这些属于本发明的精神所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。
价值度评估
技术价值
经济价值
法律价值
0 0 056.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:56.0分
该专利价值中等 (仅供参考)
本专利文献中包含【2 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间13 年】专利权的维持时间越长,其价值对于权利人而言越高。 尤其重要是,该专利 【权利转移1 次】、 都从侧面反应出该专利的技术、经济和法律价值。
技术价值 28.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
21 个月独立权利要求数量
0 个从属权利要求数量
0 个说明书页数
3 页实施例个数
0 个发明人数量
2 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
2 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 9.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
1 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
13法律状态
无权-未缴年费







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...