【中国发明,中国发明授权】块材合金制备系统、制备方法及其应用
有权-审定授权 中国
- 申请号:
- CN201610415101.4
- 专利权人:
- 电子科技大学
- 授权公告日/公开日:
- 2018.07.06
- 专利有效期:
- 2016.06.14-2036.06.14
- 技术分类:
- B22:铸造;粉末冶金
- 转化方式:
- 转让
- 价值度指数:
-
- 58.0分
- 价格:
- 面议
发布人
知识产权运营中心
联系人IP先生
-

- 15113831943
-

- 9411117419@qq.com
-

- 941117419
-

- szhf1188(加微信)
-

- 深圳市南山区粤海街道100号
- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201610415101.4
- 申请日
- 20160614
- 公开/公告号
- CN105903962A
- 公开/公告日
- 20160831
- 申请/专利权人
- [电子科技大学]
- 发明/设计人
- [向勇, 苏阳, 王维]
- 主分类号
- B22F3/105
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 四川(51)
- 颁证日
- G06T1/00
- 代理人
- [黎祖琴]
摘要
本发明涉及一种块材合金制备系统,其包括一粉末定量模块与一激光熔融成型模块,所述粉末定量模块以超声振动粉末定量方式获得预定所需质量的至少一种金属粉末,并输送所获得的金属粉末进入激光熔融成型模块中进行熔融冷却。本发明还提供一块材合金制备方法,以超声振动粉末定量方式获得预定所需质量及种类的金属粉末,对所述预定质量及种类的金属粉末进行熔融冷却,获得所需的块材合金。本发明所提供的块材合金制备系统及其制备方法,相比现有技术所需的时间较短,因此可提高制备块材合金的效率。本发明还提供一种块材合金制备系统的应用,采用所述块材合金制备系统可获得特定成分、结构的块材合金。
法律状态
| 法律状态公告日 | 20180706 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20160928 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):B22F 3/105 申请日:20160614 |
| 法律状态公告日 | 20160831 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
权利要求
权利要求数量(10)
独立权利要求数量(3)
1.一种块材合金制备系统,其特征在于:其 包括用于至少一种金属粉末定量出粉的粉末定 量模块与激光熔融成型模块,所述粉末定量模块 以超声振动粉末定量方式获得预定所需质量的 至少一种金属粉末,并输送所获得的金属粉末进 入激光熔融成型模块中进行熔融冷却,以获得所 需的块材合金。
2.如权利要求1所述块材合金制备系统,其特 征在于:所述粉末定量模块包括一提供超声振动 粉末定量的粉末定量装置,所述粉末定量装置包 括超声振动毛细管,所述粉末定量装置的振动频 率为3.125Hz~3200Hz。
3.如权利要求1所述块材合金制备系统,其特 征在于:在所述粉末定量模块与所述激光熔融成 型模块之间设置一粉末混合和输送模块,所述粉 末混合和输送模块包括至少一个采用静态旋转流 化方式对两种以上金属粉末进行混合的粉末混合 装置。
4.如权利要求3所述块材合金制备系统,其特 征在于:所述激光熔融成型模块包括一喷头、激 光设备及成型设备,所述喷头与所述粉末定量模 块或所述粉末混合和输送模块连接,所述喷头用 于喷出至少一种金属粉末,所述激光设备用于熔 融喷头喷出的金属粉末,所述成型设备包括成型 台以及设置于成型台下方的若干个可通入冷却物 质的导热管道,所述成型设备用于在成型台上冷 却所述熔融后的金属粉末而获得所需块材合金。
5.如权利要求4所述块材合金制备系统,其 特征在于:所述成型台为多个,不同成型台之间 降温速率不同。
6.如权利要求5所述块材合金制备系统,其 特征在于:所述成型台设置用于承载块材合金的 基板;
当所述基板为多个时,多个所述基板分别设 置在一所述成型台上;或当所述基板为一个时, 则所述基板设置在多个所述成型台之上;或当所 述基板为一个时,则所述基板与所述成型台一一 对应设置。
7.一种块材合金制备方法,其特征在于:其 包括以下的步骤:提供至少一种金属粉末;以超 声振动粉末定量方式获得预定所需质量及种类的 金属粉末,对所述预定质量及种类的金属粉末进 行熔融冷却,获得所需的块材合金。
8.如权利要求7所述块材合金制备方法,其 特征在于:所述超声振动粉末定量方式中超声振 动的输送剂量为2~160μg/次,超声振动的频率为 3.125Hz~3200Hz。
9.一种块材合金制备系统的应用,其特征在 于:如权利要求1-6中任一项所述块材合金制备系 统用于在一基板之上制备多个块材合金;多个所 述块材合金由不同激光功率的激光加热熔融成分 比例相同的金属粉末制备而成或多个所述块材合 金由相同激光功率的激光加热熔融成分比例不同 的金属粉末制备而成。
10.如权利要求9中所述块材合金制备系统的 应用,其特征在于:同一所述块材合金由多个层 结构组成,多个所述层结构由不同激光功率的激 光加热熔融成分比例相同的金属粉末制备而成或 多个所述层结构由相同激光功率的激光加热熔融 成分比例不同的金属粉末而制备而成。
1.一种块材合金制备系统,其特征在于:其包括用于至少一种金属粉末定量出粉的粉末定量模块与激光熔融成型模块,所述粉末定量模块以超声振动粉末定量方式获得预定所需质量的至少一种金属粉末,并输送所获得的金属粉末进入激光熔融成型模块中进行熔融冷却,以获得所需的块材合金。
2.如权利要求1所述块材合金制备系统,其特征在于:所述粉末定量模块包括一提供超声振动粉末定量的粉末定量装置,所述粉末定量装置包括超声振动毛细管,所述粉末定量装置的振动频率为3.125Hz~3200Hz。
3.如权利要求1所述块材合金制备系统,其特征在于:在所述粉末定量模块与所述激光熔融成型模块之间设置一粉末混合和输送模块,所述粉末混合和输送模块包括至少一个采用静态旋转流化方式对两种以上金属粉末进行混合的粉末混合装置。
4.如权利要求3所述块材合金制备系统,其特征在于:所述激光熔融成型模块包括一喷头、激光设备及成型设备,所述喷头与所述粉末定量模块或所述粉末混合和输送模块连接,所述喷头用于喷出至少一种金属粉末,所述激光设备用于熔融喷头喷出的金属粉末,所述成型设备包括成型台以及设置于成型台下方的若干个可通入冷却物质的导热管道,所述成型设备用于在成型台上冷却所述熔融后的金属粉末而获得所需块材合金。
5.如权利要求4所述块材合金制备系统,其特征在于:所述成型台为多个,不同成型台之间降温速率不同。
6.如权利要求5所述块材合金制备系统,其特征在于:所述成型台设置用于承载块材合金的基板;
当所述基板为多个时,多个所述基板分别设置在一所述成型台上;或当所述基板为一个时,则所述基板设置在多个所述成型台之上;或当所述基板为一个时,则所述基板与所述成型台一一对应设置。
7.一种块材合金制备方法,其特征在于:其包括以下的步骤:提供至少一种金属粉末;以超声振动粉末定量方式获得预定所需质量及种类的金属粉末,对所述预定质量及种类的金属粉末进行熔融冷却,获得所需的块材合金。
8.如权利要求7所述块材合金制备方法,其特征在于:所述超声振动粉末定量方式中超声振动的输送剂量为2~160μg/次,超声振动的频率为3.125Hz~3200Hz。
9.一种块材合金制备系统的应用,其特征在于:如权利要求1-6中任一项所述块材合金制备系统用于在一基板之上制备多个块材合金;多个所述块材合金由不同激光功率的激光加热熔融成分比例相同的金属粉末制备而成或多个所述块材合金由相同激光功率的激光加热熔融成分比例不同的金属粉末制备而成。
10.如权利要求9中所述块材合金制备系统的应用,其特征在于:同一所述块材合金由多个层结构组成,多个所述层结构由不同激光功率的激光加热熔融成分比例相同的金属粉末制备而成或多个所述层结构由相同激光功率的激光加热熔融成分比例不同的金属粉末而制备而成。
说明书
技术领域
本发明涉及金属3D打印领域,具体涉及一种块材合金制备系统、制备方法及其应用。
背景技术
金属3D打印是一种以数字模型文件为基础,运用粉末状金属作为可粘合原材料,通过逐层打印的方式来构造物体的技术。其一般步骤为先将高纯度的多种不同金属粉末按一定的比例混合,经过熔融和多次重融的方式制备所需金属母锭,再将母锭熔融成液体并送入喷嘴,并由喷嘴喷出至冷却装置,以获得所需的块材合金。
但是现有的金属3D打印技术制备块材合金的过程中,无法快速制备获得所需的块材合金。因此,亟待提供一种可实现快速制备块材合金的金属3D打印技术。
发明内容
为克服目前块材合金制备效率低,本发明提供一种块材合金制备系统、制备方法及其应用。
本发明为解决上述技术问题的一技术方案是提供一种块材合金制备系统,其包括用于至少一种金属粉末定量出粉的粉末定量模块与激光熔融成型模块,所述粉末定量模块以超声振动粉末定量方式获得预定所需质量的至少一种金属粉末,并输送所获得的金属粉末进入激光熔融成型模块,所述激光熔融成型模块对粉末定量模块输送的金属粉末进行熔融冷却,以获得所需的块材合金。
优选地,所述粉末定量模块包括提供超声振动粉末定量的粉末定量装置,所述粉末定量装置包括超声振动毛细管,所述粉末定量装置的振动频率为3.125Hz~3200Hz。
优选地,所述块材合金制备系统进一步包括设置在所述粉末定量模块与所述激光熔融成型模块之间的粉末混合和输送模块,所述粉末混合和输送模块用于对粉末定量模块获得的金属粉末进行混合并输送到所述激光熔融成型模块,所述粉末混合和输送模块包括至少一个采用静态旋转流化方式对两种以上金属粉末进行混合的粉末混合装置。
优选地,所述激光熔融成型模块包括一喷头、激光设备及成型设备,所述喷头与所述粉末定量模块或所述粉末混合和输送模块连接,所述喷头用于喷出至少一种金属粉末,所述激光设备用于熔融喷头喷出的金属粉末,所述成型设备包括成型台以及设置于成型台下方的若干个可通入冷却物质的导热管道,所述成型设备用于在成型台上冷却所述熔融后的金属粉末而获得所需块材合金。
优选地,所述成型台为多个,不同成型台之间降温速率不同。
优选地,所述成型台设置用于承载块材合金的基板;当所述基板为多个时,多个所述基板分别设置在一所述成型台上;或当所述基板为一个时,则所述基板设置在多个所述成型台之上;或当所述基板为一个时,则所述基板与所述成型台一一对应设置。
本发明为解决上述技术问题的又一技术方案是提供一种块材合金制备方法,其包括以下的步骤:提供至少一种金属粉末;以超声振动粉末定量方式获得预定所需质量及种类的金属粉末,对所述预定质量及种类的金属粉末进行熔融冷却,获得所需的块材合金。
优选地,所述超声振动粉末定量方式中超声振动的输送剂量为2~160μg/次,超声振动的频率为3.125Hz~3200Hz。
本发明为解决上述技术问题的又一技术方案是提供一种块材合金制备系统的应用,如上所述的块材合金制备系统用于在一基板之上制备多个块材合金;多个所述块材合金由不同激光功率的激光加热熔融成分比例相同的金属粉末制备而成或多个所述块材合金由相同激光功率的激光加热熔融成分比例不同的金属粉末制备而成。
优选地,同一所述块材合金由多个层结构组成,多个所述层结构由不同激光功率的激光加热熔融成分比例相同的金属粉末制备而成或多个所述层结构由相同激光功率的激光加热熔融成分比例不同的金属粉末而制备而成。
相对于现有技术,本发明所提供的块材合金制备系统及其制备方法中,采用超声振动粉末定量方式可快速获得预定所需成分比例的金属粉末,进一步采用激光熔融成型模块对所述预定质量及种类的金属粉末进行熔融冷却,两个步骤的结合相比于传统的刀具和夹具等多道加工工序所需时间较短,因此可提高制备块材合金的效率。
本发明所提供的块材合金制备系统中,进一步包括采用静态旋转流化方式对两种以上金属粉末进行混合的粉末混合和输送模块,且所述粉末混合和输送模块设置在所述粉末定量模块与所述激光熔融成型模块之间,这样的设置,可进一步对采用超声振动方式进行定量后的金属粉末可进行混合充分后,再进入所述激光熔融成型模块进行熔融成型操作,从而可避免金属粉末混合不均而影响制成的块材合金的质量及其性能。
本发明所提供的块材合金制备系统中,进一步包括采用一成型设备并通过设置可通入冷却物质的导热管道,以提高所述成型设备的降温速率的可控性。
本发明所提供的块材合金制备系统的应用,可在一基板上制备具有不同成分比例的块材合金或由不同激光功率的激光熔融制备块材合金,从而实现高通量制备块材合金,还可提高块材合金材料的研究效率。
附图说明
图1是本发明第一实施例提供的块材合金制备系统的结构示意图。
图2是本发明所提供的块材合金制备系统的另一结构示意图。
图3A是本发明所提供的块材合金制备系统中静态旋转流化床反应器结构图。
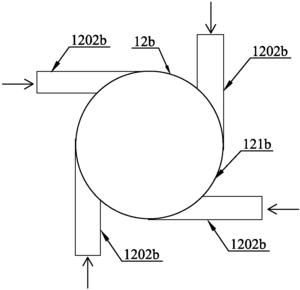
图3B是图3A中所示静态旋转流化床另一实施例的反应器结构图。
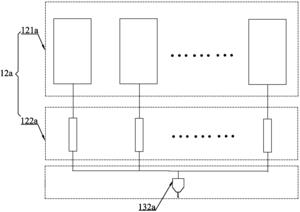
图4是本发明所提供的块材合金制备系统中多个粉末混合装置、粉末输送装置及喷头连接关系的示意图。
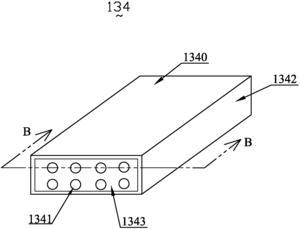
图5A是本发明所提供的块材合金制备系统中成型设备的结构示意图。
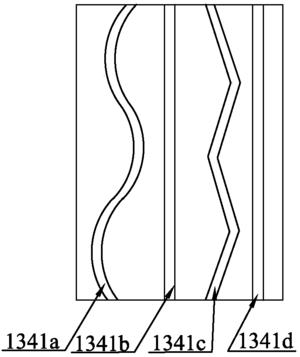
图5B是图5A中所示沿B-B方向的剖面示意图。
图6A是本发明第一实施例提供的块材合金制备系统的第一具体实施方式的示意图。
图6B是本发明第一实施例提供的块材合金制备系统的第二具体实施方式的示意图。
图6C是本发明第一实施例提供的块材合金制备系统的第三具体实施方式的示意图。
图7是本发明第二实施例块材合金制备方法的流程示意图。
具体实施方式
为了使本发明的目的,技术方案及优点更加清楚明白,以下结合附图及实施实例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
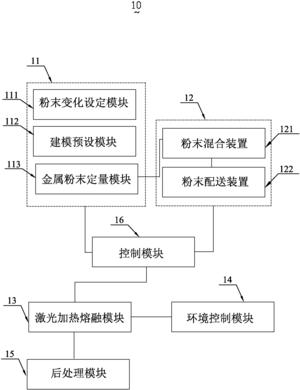
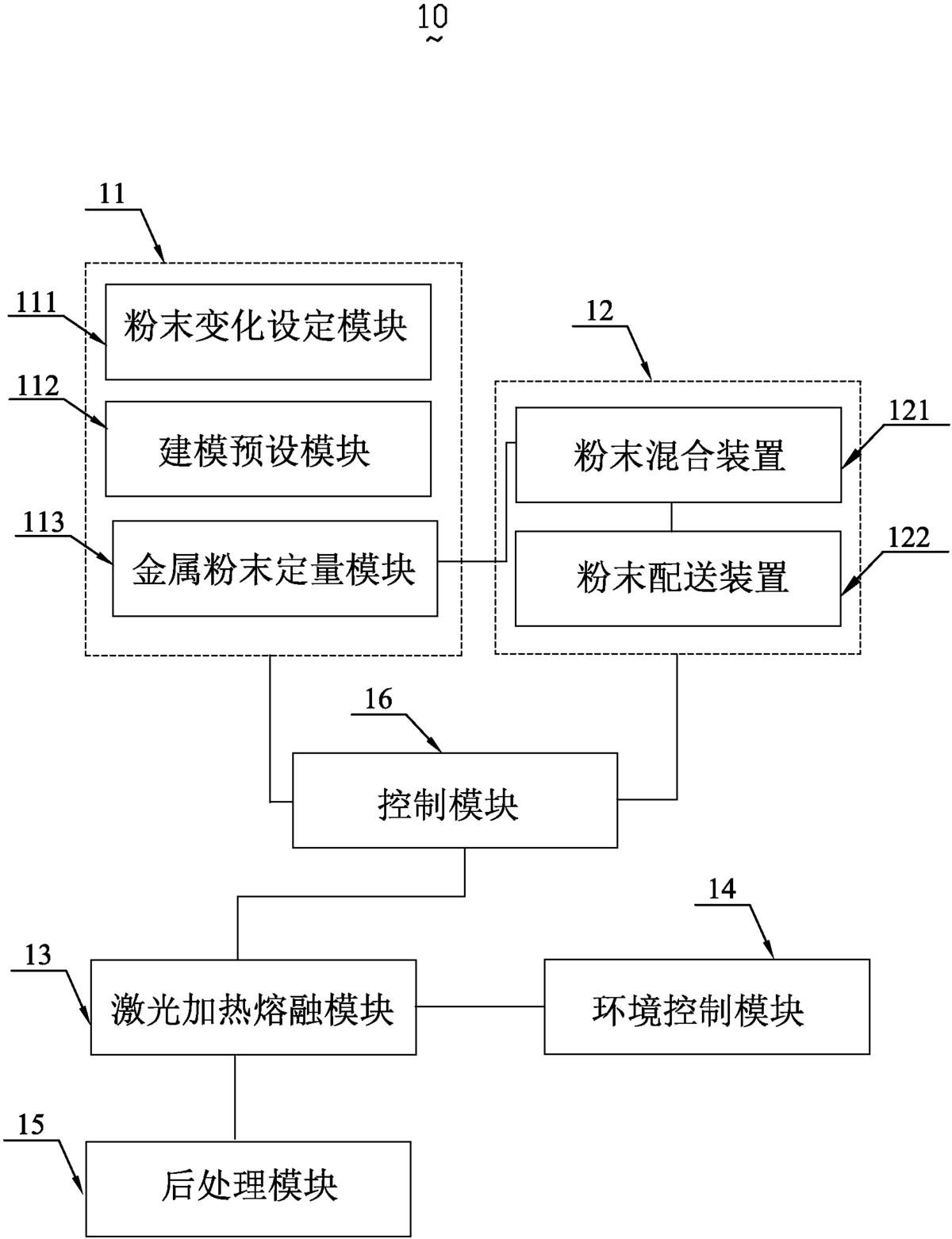
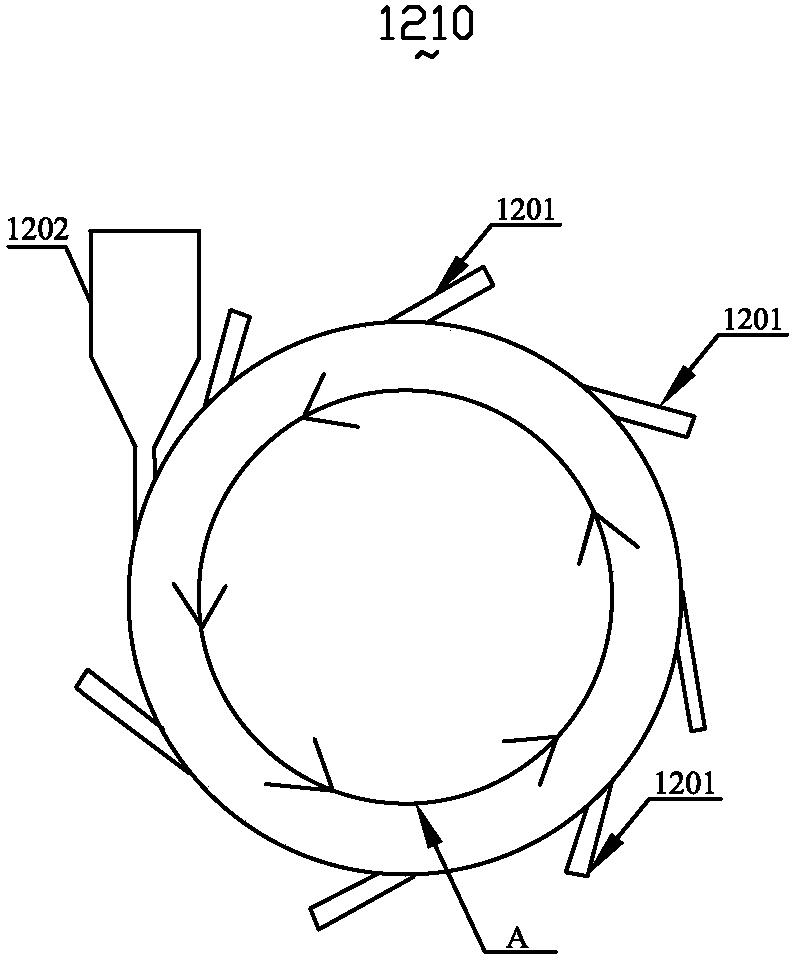
如图1及图2中所示,本发明第一实施例提供了一种块材合金制备系统10,其包括粉末定量模块11、粉末混合与配送模块12、激光熔融成型模块13、环境控制模块14、后处理模块15和控制模块16。其中,所述控制模块16连接控制所述粉末定量模块11、所述粉末混合与配送模块12、所述激光熔融成型模块13、所述环境控制模块14及所述后处理模块15。
在本发明中,所述粉末定量模块11用于设定所需制备块材合金的至少一种金属粉末用量,具体地可对具有至少一种金属粉末的块材合金的成分进行快速精确定量分析,并根据设定定点配送定量的粉末。在本发明中,所述粉末定量模块11可同步设定多个成分的块材合金参数,便于高通量制备获得所需的块材合金。
所述粉末定量模块11包括连接的粉末变化设定模块111及建模预设模块112。其中,所述粉末变化设定模块111用于设定粉末量变化方案,所述建模预设模块112用于建模及设定所述激光熔融成型模块的喷涂路径。具体地,所述粉末变化设定模块111与建模预设模块112可根据预先设定的粉末种类、粉末的各项物理属性,定量获得各个粉末的变化量、初始出粉量等参数。所述块材合金制备系统10首先根据材料样品库设计制作3D打印CAD(Compyter Aided Design,计算机辅助设计)模型,生成STL(Stereo Lithography,光固化立体成型)文件,再由CAM(Computer Aided Manufacturing,计算机辅助制造,利用数控机床控制刀具运动,完成零件制造)软件将上述生成的STL文件中的模型分层转化为2D薄片,所述块材合金制备系统10可自动生成进行金属3D打印的加工路径。
所述粉末定量模块11进一步包括粉末定量装置113,所述粉末定量装置113包括但不受限于:刮吸式送粉装置、声波/超声送粉装置、静电阀送粉装置、静电吸管粉末定量装置等中的任意一种。
在本发明中一些优选的实施例中,所述粉末定量装置113中预定所需质量及种类的金属粉末的定量输送是以超声振动毛细管为核心的高精度粉末递送系统实现。所述粉末定量装置113可根据所述粉末定量模块11设定并给出相应的出粉量,实现送粉量为微克至克量级每分钟的定量送粉,
具体地,在所述粉末定量装置113中,金属粉末以超声振动的方式对高精度粉末进行递送,其中,超声振动的输送剂量为2~160μg/次,其具体输送剂量的选择可根据超声振动的幅度相关。所述粉末定量装置113中,所述超声振动频率为3.125Hz~3200Hz,其超声振动频率的选择与单次输送计量的重量、金属粉末粒径大小及输送速度相关。所述超声振动频率还可进一步为3.125Hz~32Hz、33.5Hz~100Hz、100.2Hz~500Hz、521Hz~1100Hz、1151Hz~1532Hz、1541Hz~2001Hz、1541Hz~2001Hz、2110Hz~2560Hz或2700Hz~3200Hz等。
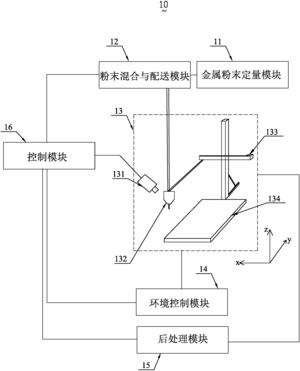
所述粉末混合与配送模块12用于金属粉末的混合、分散与输送。具体地,所述粉末混合与配送模块12与所述激光熔融成型模块13连接,用于为所述激光熔融成型模块13提供设定用量的至少一种金属粉末。如图2中所示,所述粉末混合与配送模块12包括粉末混合装置121及粉末输送装置122。在本发明一些较优的实施例中,所述粉末输送装置122可由管路进行替代,所述粉末混合装置121可与所述激光熔融成型模块13直接连接或所述粉末混合装置121与所述激光熔融成型模块13之间设置多个管路连接。
所述激光熔融成型模块13包括至少一激光设备131、至少一喷头132、一支撑架133及一成型设备134,所述喷头132与所述支撑架133之间通过一滑动块(图未示)连接,所述支撑架133设置在所述成型设备134一侧。所述控制模块16对所述激光设备131进行控制。所述滑动块由所述控制模块16控制,所述滑动块带动所述喷头132相对于所述成型设备134的X轴、Y轴及Z轴方向移动,从而实现金属粉末3D打印操作。
由所述粉末混合与配送模块12送入所述激光熔融成型模块13的金属粉末进入所述喷头132中,所述喷头132可根据计算机设定的路径进行运动,并在指定的位置喷出所需的种类及定量的金属粉末,金属粉末喷出的同时,所述激光设备131通过激光将指定位置的所述金属粉末进行激光烧结。所述喷头132逐层喷出金属粉末,所述激光设备131配合移动并进行激光烧结,从而逐层打印出所需的形态。所述喷头132与所述粉末混合与配送模块12之间通过管路(未标号)连接,所述激光设备131与至少一喷头132匹配设置。
优选地,所述喷头132可设有至少一个接入口(图未示),其接入口的数量可为1个、2个、3个、4个及5个等。
其中,所述激光熔融成型模块13中,所述激光设备131所发出的激光光谱范围为800nm-1300nm,所述激光设备131的功率为50W-20kW,所述激光设备131所产生的激光的光斑直径大小为0.1μm-1mm。更进一步地,所述激光设备131的功率为60W-14kW。在本发明中,通过对所述激光熔融成型模块13中所述激光设备131所产生激光的光谱、功率及光斑直径进行限定,可以更为精准地控制所述激光熔融成型模块13的打印操作。
其中,针对所述激光的光斑直径的限定,可保证当制备多个块材合金时,制备各个块材合金的过程中,不会由于光斑过大,而对相邻排布的块材合金造成影响。
具体打印的方式如下:分立块材合金样品库中单个样品可以实现独立的成分和工艺参数控制;或可通过打印时分层进行样品成分组合及热力学工艺组合,以此实现多元合金相图块材合金的制备。在本发明一些实施例中,所述成型设备134为可通入液氮、氩气的超导热底座,如所述成型设备134可使用银、铜或其他超导热材料。
所述环境控制模块14与所述激光熔融成型模块13连接,所述环境控制模块14进一步包括一可控环境温度的箱体(图未示),所述可控环境温度的箱体内设有环境温度、湿度、洁净度等的监控系统。所述环境控制模块14可实现对所述激光熔融成型模块13的运作气压、环境温度、反应气氛等环境因素的调控,以获得最优的反应环境。具体地,所述环境控制模块14对所述块材合金制备系统10的环境温度、湿度、洁净度进行监控并将监控数据传送给所述控制模块16,所述控制模块16依据监控数据控制所述激光熔融成型模块13中的所述激光设备131与所述成型设备134。
在本发明一些实施例中,所述控制模块16控制所述环境控制模块14,以实现对所述环境控制模块14的精准控制。所述环境控制模块14还可用于对由所述喷头132喷出的未进行反应的粉末进行存储,以便于在下一次打印中,未进行反应的粉末可循环使用。
所述后处理模块15用于对经过所述激光熔融成型模块13处理后的金属3D打印产品进行后处理,如抛光、喷砂、上色等操作,从而获得具有更优表面性能的金属3D打印产品。
在本发明一些特别的实施例中,如需要制备获得具有特殊层结构及晶态特性的产品,可采用本发明所提供的块材合金制备系统10进行制备。如所述块材合金制备系统10中可包括多个可拆卸的粉末混合装置121与粉末输送装置122的组合,其中,第一组合中所述粉末混合装置121内装有金属粉末铝,第二组合中所述粉末混合装置121内装有金属粉末铜与金属粉末镍的混合物,第三组合中所述粉末混合装置121内装有金属粉末铜、金属粉末钛及金属粉末镍的混合物。可拆卸的粉末混合装置121以相同的静态旋转流化参数逐步将金属粉末混合并送至对应设置的喷头132中,所述喷头132由所述控制模块14控制并移动至指定位置,按照程序设定的顺序,所述激光设备131在所述喷头132喷出金属粉末的同时,产生具有一定光斑及功率大小的激光,从而使金属粉末受到激光加热熔融,与此同时,所述成型设备134迅速降温,并达到一定的降温速率,使通过激光加热熔融的金属粉末快速成型,并形成晶态或非晶态的块材合金,即可获得晶态可控的块材合金。
可见,采用本发明所提供的块材合金制备系统10,可快速精密地制造出任意复杂形状的零件,而且可以精确控制粉末的供给,在一次加工中实现不同金属的组合及变化,还可实现不同金属粉末的精确配比,实现局部特定金属供给,从而可实现高通量制备块材合金,提高实验的通量与块材合金材料的研发效率。
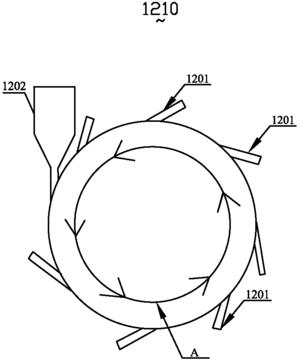
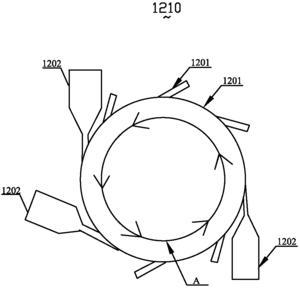
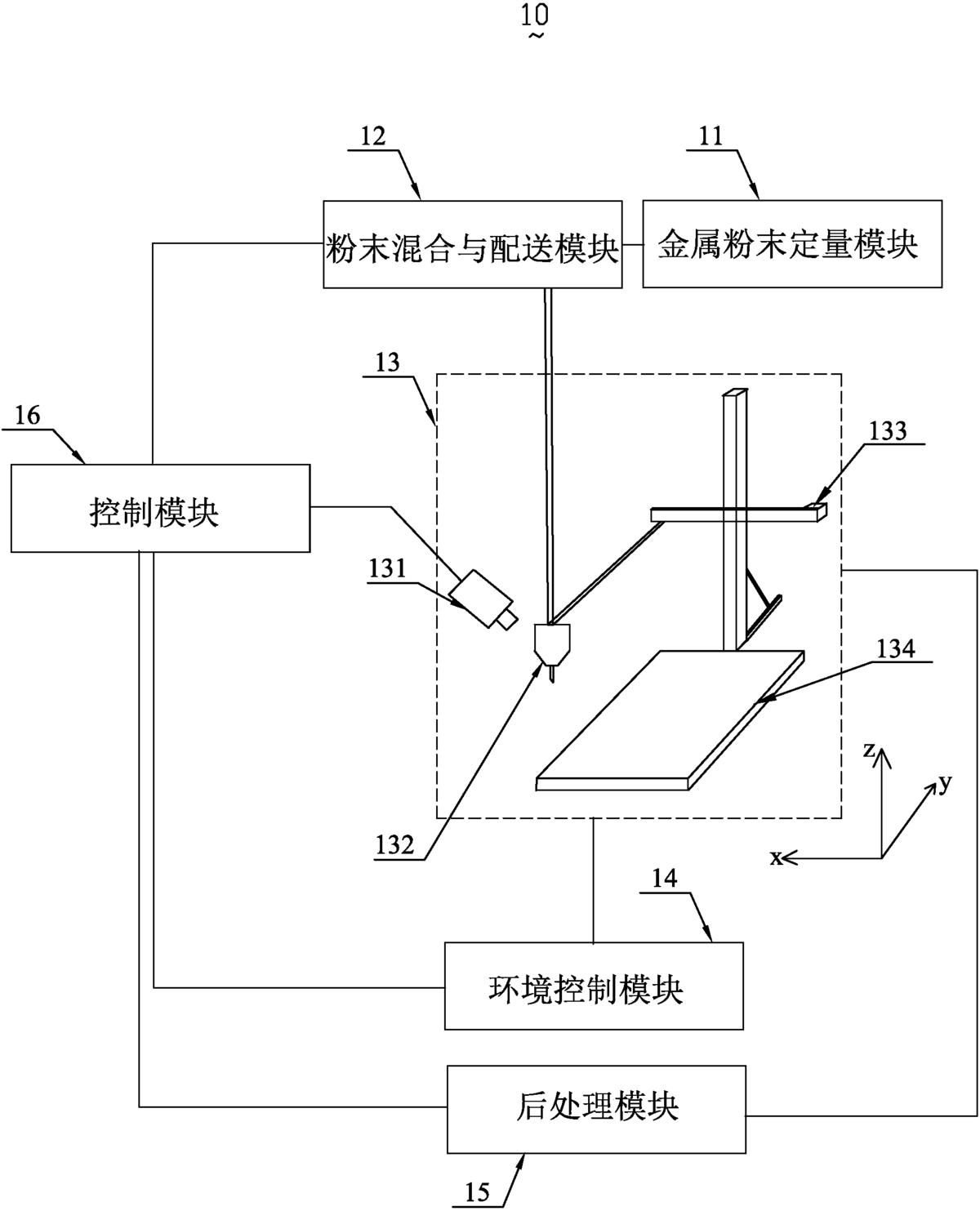
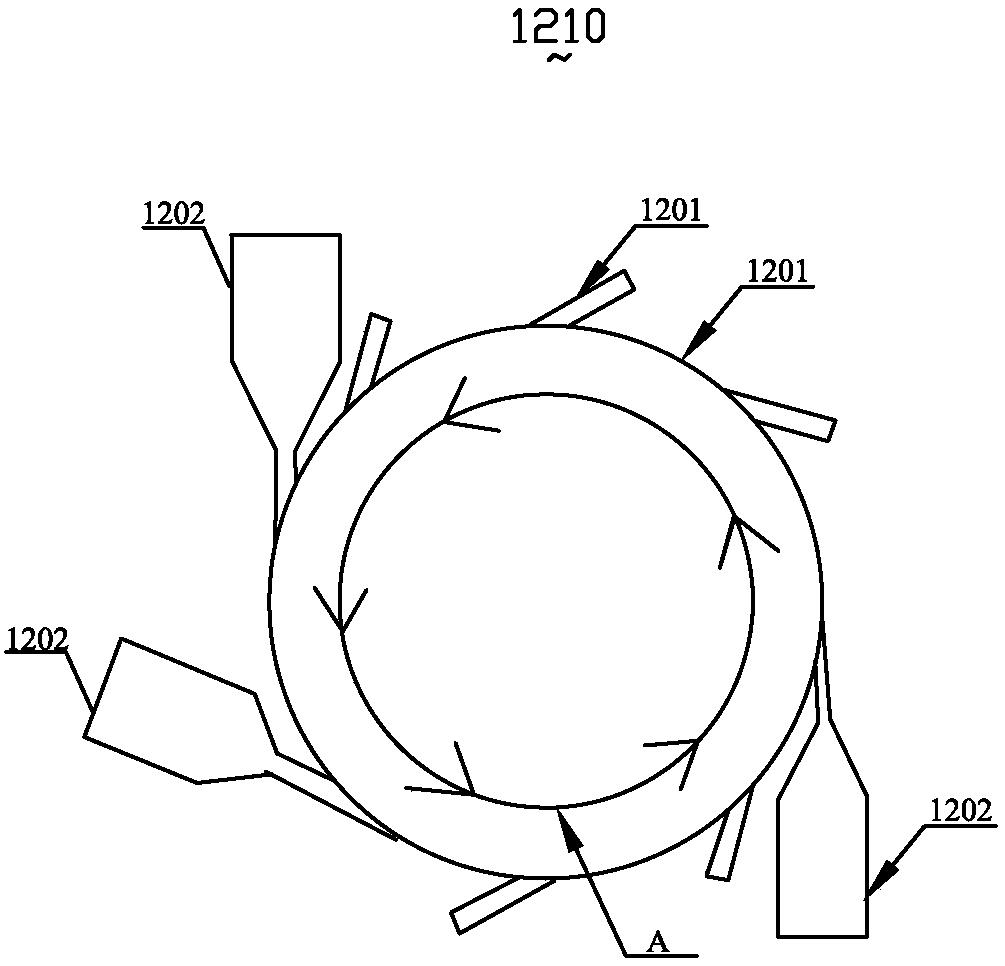
所述粉末混合装置121可包括若干个流化床或离心机。如图3A中所示,在本发明中所述流化床优选为静态旋转流化床1210。所述静态旋转流化床1210包括一圆柱形筒体,且所述圆柱形筒体底部为一圆锥体。沿所述圆柱形筒体的径向等间距分布的至少一个金属粉末入口1202及若干个气体入口1201,优选地,所述金属粉末入口1202与所述气体入口1201等距交替间隔分布。当所述静态旋转流化床1210为采用单种金属粉末注入时,则如图3A中所示,所述金属粉末入口1202的数量为一个;而当所述静态旋转流化床1210为用于多种金属粉末混合时,则如图3B中所示,所述静态旋转流化床1210进一步包括三个金属粉末入口1202。
在所述静态旋转流化床1210内气体带动金属粉末同时做径向和切向运动,具体地,气体的切向运动对金属粉末产生切向作用力并驱动金属粉末做切向旋转运动从而使金属粉末受到向外离心力作用,并在所述静态旋转流化床1210的外周形成做旋转运动的金属粉末床层(如图3A中A处所示);通过气体径向运动对金属粉末产生指向所述静态旋转流化床1210中心的径向作用力,而当作用力超过离心力时,金属粉末便会得到径向流化。所述静态旋转流化床1210的直径为0.2m-0.5m。采用静态旋转流化床1210,可实现两种及以上金属粉末的精准混合。
在本发明一些优选的实施例中,所述静态旋转流化床1210中,多个所述金属粉末入口1202可为同高度设置,同高度设置的所述金属粉末入口1202可实现多种金属粉末的水平注入,进一步通过控制流量及粉末输送速度等,可实现多种粉末的有效混合。在本发明另外的一些实施例中,所述静态旋转流化床1210中,多个所述金属粉末入口1202之间还可为不同高度设置,所述金属粉末入口1202高度的选择可根据注入的金属粉末的质量决定,如金属粉末的质量越大,则其注入粉末的金属粉末入口的高度越高,从而避免具有不同质量的粉末由于重量差异而无法充分混合及分散均匀。
在本发明中,为了实现多种金属粉末的精准激光烧结,则可根据需求选用多个具有数量及分布位置不同的金属粉末入口1202的多种静态旋转流化床1210,以获得最优的金属粉末混合及分散效果。
在本发明中,为了获得最优的金属粉末混合分散效果,则所述静态旋转流化床1210的载气流流量为1.0L/min~15L/min,金属粉末的粒度较优地为20μm~200μm,所述金属粉末入口1202中金属粉末的输送量为0.1g/min~30g/min。更进一步地,所述静态旋转流化床1210的载气流流量为1.3L/min~10L/min,金属粉末的粒度较优地为50μm~200μm,所述金属粉末入口1202中金属粉末的输送量为0.5g/min~25g/min。
其中,所述静态旋转流化床1210内的载气成分不受限定,较优地为惰性气体,如氮气、氩气等,在一些较优的实施例中,所述静态旋转流化床1210内还可支持多元气载体保护。
在所述粉末混合与配送模块12中,金属粉末由载气并经过管路流入所述粉末混合装置121中,经由湍流快速混合后由气路输送至所述激光熔融成型模块13。
所述粉末混合与配送模块12中,将所述粉末混合装置121与所述粉末配送装置122结合使用,可有效提高金属粉末混合效果,可有效将粒径较小的金属粉末打散后,使其在一定的速度和振动频率下传送,在这一过程中金属粉末不会再次发生团聚。
在本发明一些实施例中,所述粉末混合装置121可直接与所述喷头132连接,所述喷头132用以喷出由所述粉末混合装置121混合后的金属粉末。
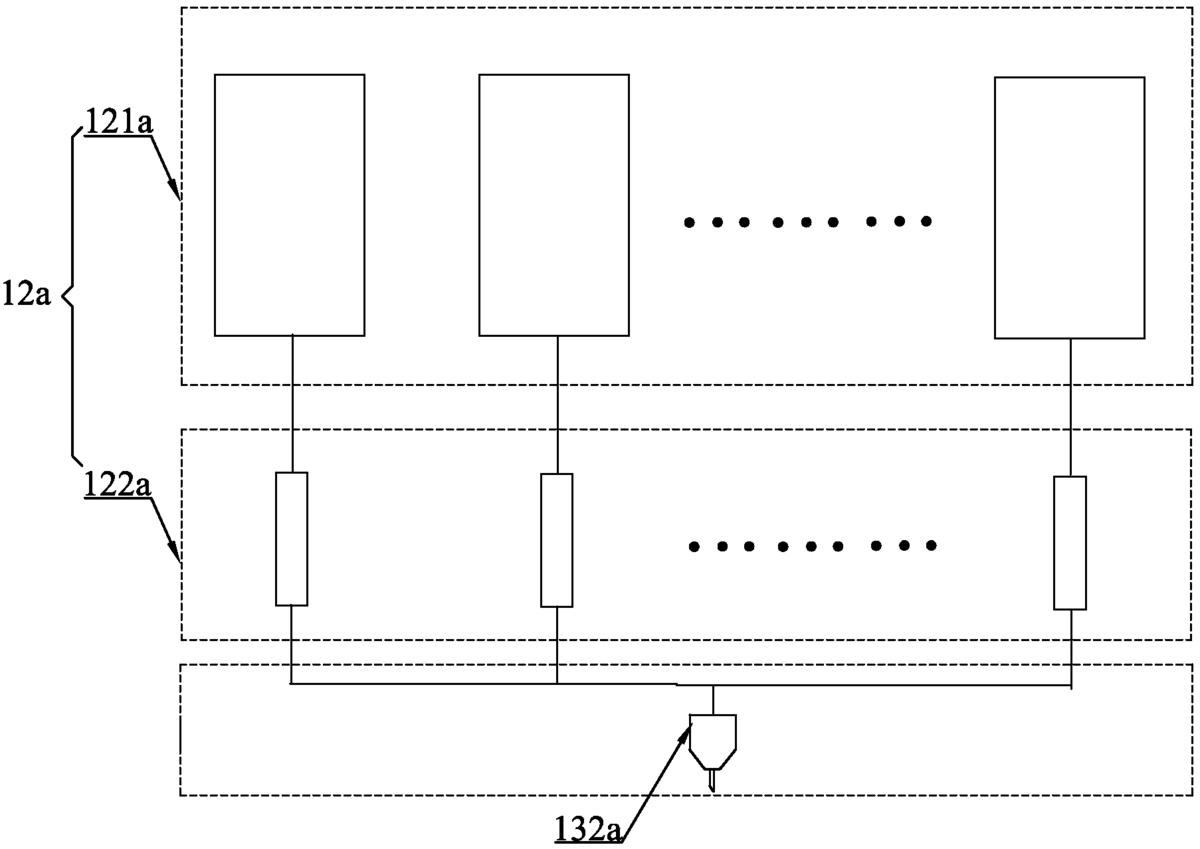
如图4A中所示,在本发明另外一些具体实施方式中,所述粉末混合与配送模块12a可包括若干个粉末混合装置121a及若干个粉末输送装置122a,所述粉末混合装置121与所述粉末输送装置122a连接。如图4A中所示,在本发明一些较优的实施例中,所述粉末混合装置121与所述粉末输送装置122a为一一对应设置,多个所述粉末输送装置122a进一步与一喷头132a连接,可实现由所述喷头132a同时喷出一种或多种金属粉末。在本发明另外的实施例中,多个所述粉末输送装置122a还可与一个喷头132a连接,所述喷头132a可包括所述喷头132a与多个所述粉末输送装置122a之间还可设置一金属粉末选择装置(图未示),其中,所述金属粉末选择装置可用于控制由一个或多个所述粉末输送装置122a往所述喷头132a内输送金属粉末。
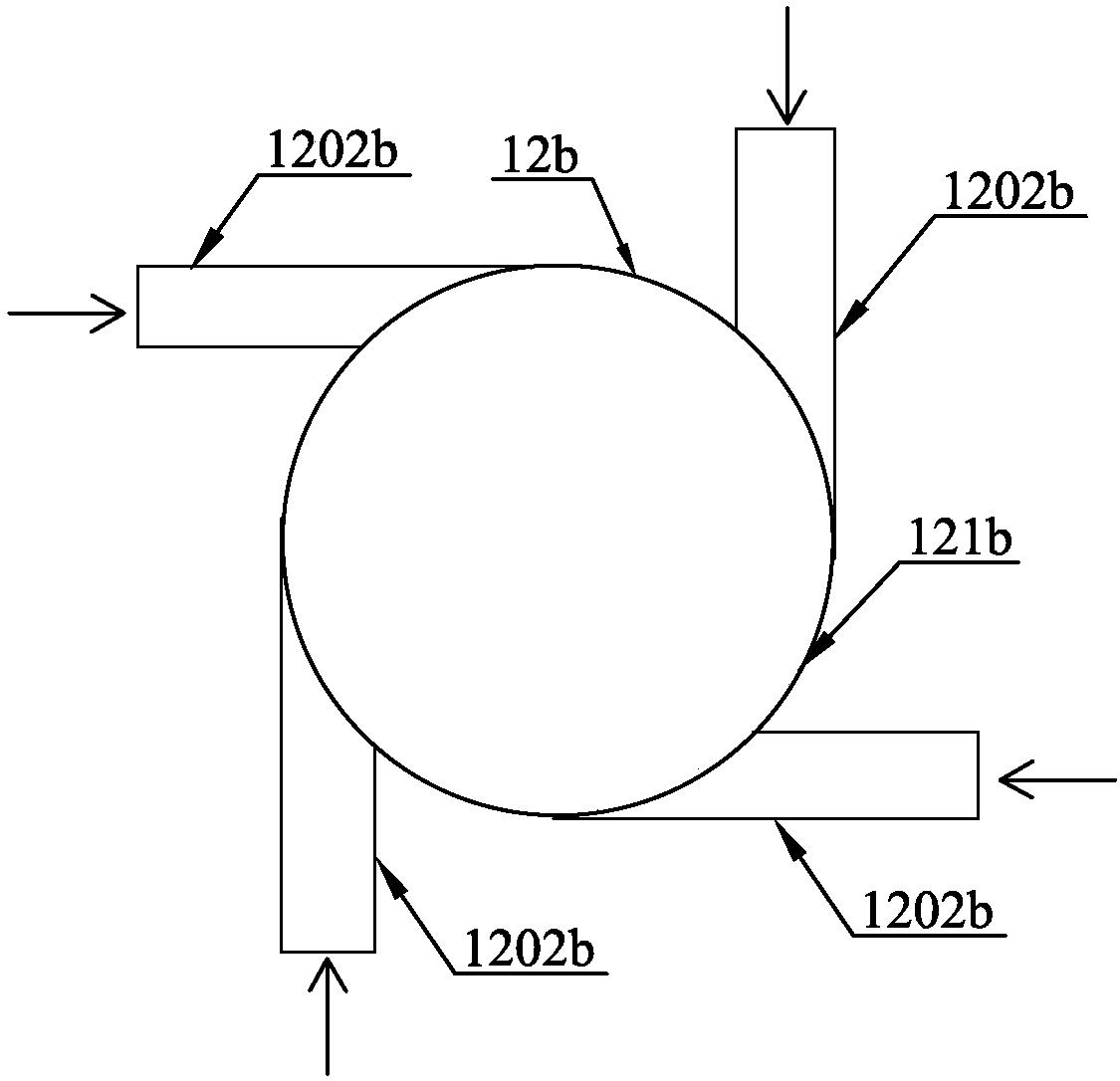
在本发明另外一些具体实施方式中,所述粉末混合与配送模块12b仅包括一个粉末混合装置121b,优选地,如图4B中所示,所述粉末混合装置121b包括四个同高度设置的金属粉末入口1202b,所述金属粉末入口1202b内依次通入金属粉末铝、金属粉末镍、金属粉末铜、金属粉末钛,上述金属粉末的粒径大小满足20~200μm的要求。所述粉末混合装置121b与一粉末输送装置(图未示)、一喷头(图未示)连接,可实现实时混合后输出粉末,具体地,当需要铜铝合金粉末时,在其中两个所述金属粉末入口1202b内通入适量比例的金属粉末铜与金属粉末铝,进入所述粉末混合装置121b内进行混合分散后,将混合后的金属粉末经由所述粉末输送装置、一喷头输出至所述成型设备134上。当完成上述铜铝块材合金的制备后,调整所述喷头的位置,重复上述的输入金属粉末、金属粉末混合、输送等步骤,可进行下一种块材合金的制备。由于所述粉末混合装置122b特殊的结构设置,因此进入所述粉末混合装置122b中进行混合的金属粉末不易出现残留,从而保证块材合金制备的精准度。
本发明上述所列举的实施例可适用于不同成分的块材合金的制备过程中,上述实施方式仅作为解释说明,并不作为本发明的限定。
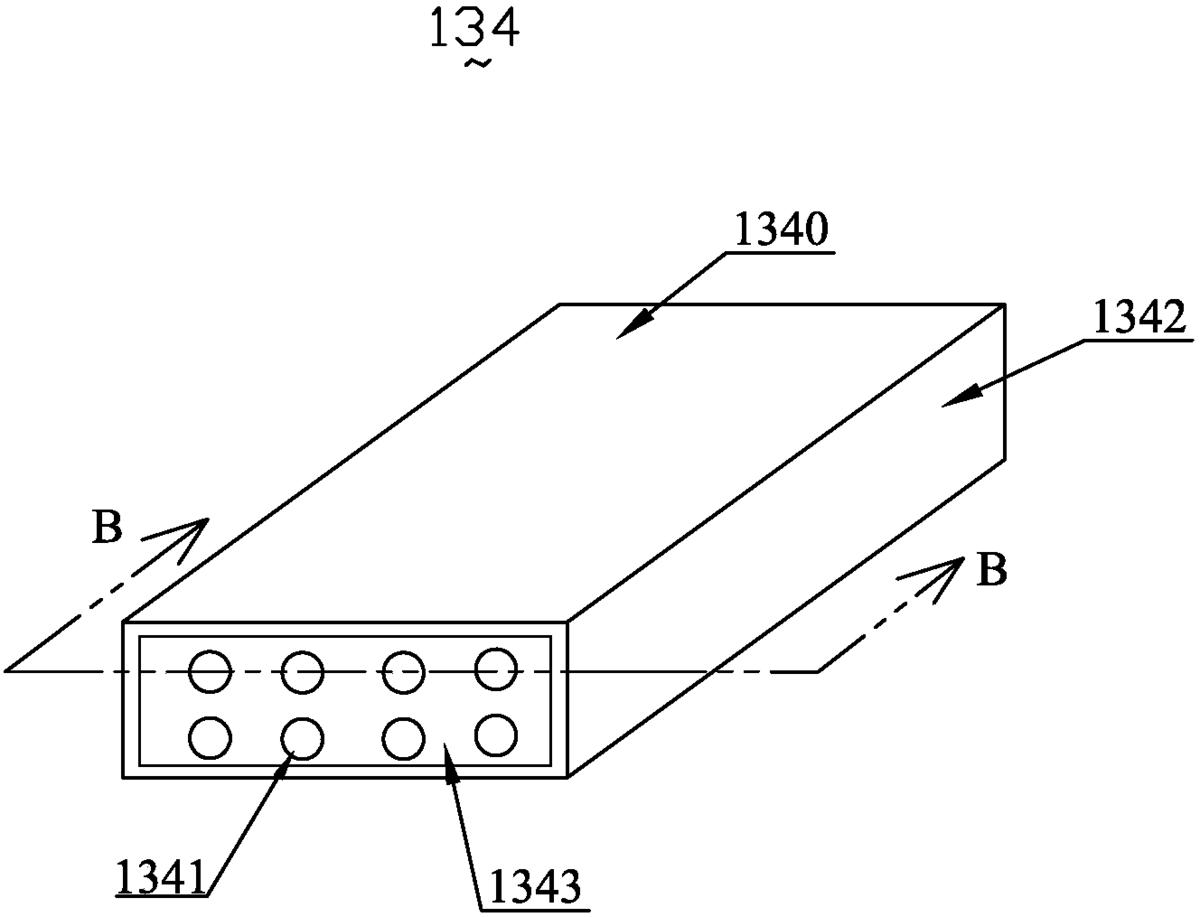
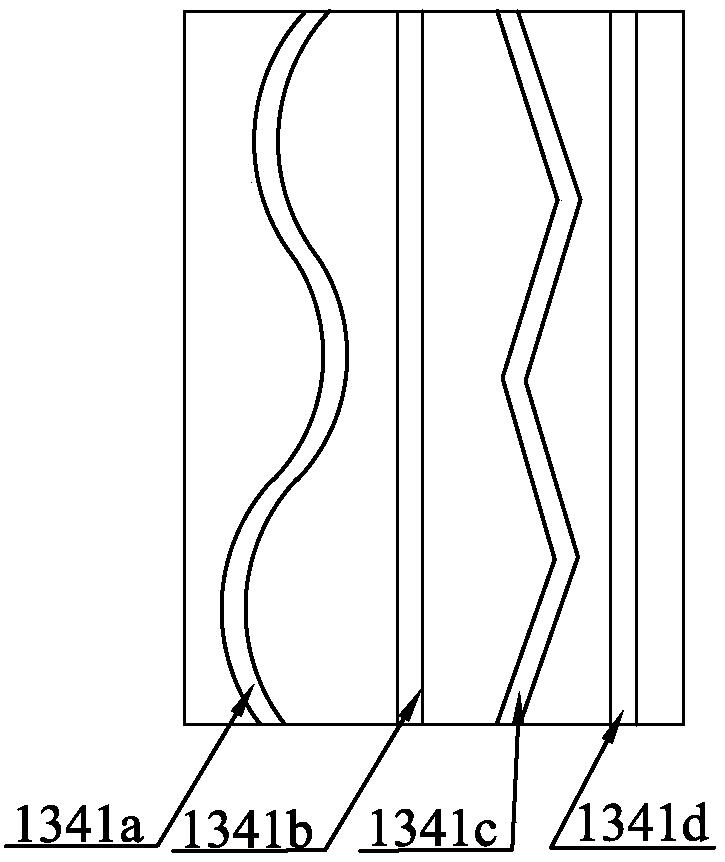
如图5A-图5B中所示,在本发明一个较优的实施例中,所述成型设备134包括一壳体1342、成型台1340与若干个导热导管1341。所述壳体1342为一中空腔体,所述成型台1340为所述壳体1342一表面。所述导热导管1341位于所述成型台1340下,并平行设置在壳体1342内,并贯穿所述壳体1342相对两端。在所述导热管道1341与所述壳体1342内壁之间空隙的填充材料1343。所述金属粉末在壳体1342的其中一面上成型并形成所需块材合金。
其中,所述壳体1342的材质可为表面镀有镍或其他金属的铜,其中,镀在铜表面的镍及其他金属层可起到隔离的作用,防止所述壳体1342在激光加热熔融过程中受损。
所述导热管道1341内可通入冷却物质,所述冷却物质可为液氮、氩气、二氧化碳或氨气等中的任一种。为了获得更优的导热效果,所述导热管道1341采用高强度材质制成,如高强度钢等。
所述导热管道1341的形状可为直线型、蛇型或折线型中的一种或几种的组合。如图5中所示,所述导热管道1341a为蛇型、所述导热管道1341b为直线型、所述导热管道1341c为折线型及所述导热管道1341d为直线型。所述导热管道1341的特殊形状设计,可增大冷却物质与所述壳体1342接触的面积,从而有利于液氮、氩气、二氧化碳或氨气等冷却物质通入所述导热管道1341后,获得更优的降温效果,并进一步使降温幅度及其频率更为稳定。
特别地,在本发明中,为了获得晶态可调节的块材合金,需要对所述成型设备134进一步的限定。
在本发明所提供的块材合金制备系统10中,所述成型设备134的降温速率与所述导热管道1341内通入的冷却物质的流量(如冷却物质单位时间的通入量及通入速率)成正比。通过控制冷却物质的流量控制降温速率大小,实现所述成型设备的多级冷却。
在本发明一些实施例中,所述壳体1342内包括至少三个并排等间距设置的所述导热管道1341,其冷却物质的流量与降温速率的关系如下:
如采用液氮为冷却物质时,所述液氮通入所述导热管道1341的总流量优选为20-500L/min,具体地,当液氮通入单个导热管道的流量具体为20L/min时,其对应的所述成型设备的降温速率为1×106k/s;当液氮通入单个导热管道的流量具体为60L/min时,其对应的所述成型设备的降温速率为5×106k/s。
如采用氩气为冷却物质时,所述氩气通入所述单个导热管道1341的总流量优选为20-500L/min,具体地,当氩气通入单个导热管道的流量为30L/min时,其对应的所述成型设备的降温速率为1.6×106k/s;当氩气通入单个导热管道的流量为50L/min时,其对应的所述成型设备的降温速率为4.6×106k/s;当氩气通入单个导热管道的流量为100L/min时,其对应的所述成型设备的降温速率为1×107k/s。
具体地,通过调整所述成型设备134的所述导热管道1341内通入的冷却物质的类型、用量、通入速率等条件或参数,可对所述激光熔融成型模块13内所述成型设备134所提供的降温速率进行调控,从而可制备获得所需的块材合金,如当需要制备具有非晶态块材合金时,需要使通过激光加热熔融制备获得的块材合金急速降温,其降温速率为1×106k/s以上。在本发明中,采用所述成型设备134,并控制所述成型设备134的降温速率为1×106k/s以上,将激光加热熔融的金属粉末在其成型台上冷却成型为所需制备的非晶态块材合金,通过设置可通入冷却物质的导热管道,以提高所述成型设备的降温速率的可控性,从而通过降温速率的调控,获得所需制备的非晶态块材合金,实现晶态可控的块材合金的制备。在本发明一些较优的实施例中,为了获得更优的高通量制备块材合金的方法,所述块材合金制备系统10可进一步包括多个所述成型设备134,每个所述成型设备134的降温速率可为相同或不相同。如在一具体实施例中,所述块材合金制备系统10中包括4个所述成型设备134,所述成型设备134的降温速率依次为2×106k/s、1×107k/s、5×107k/s及1×108k/s等。在实际应用中,所述块材合金制备系统10所包括的成型设备134的数量及降温速率可根据所需进行高通量块材合金制备的要求相应的增加或减少。
更进一步地,一个所述成型设备134包括一壳体1342,多个成型设备134则包括多个位于所述壳体1342一表面的成型台1340,不同的所述成型台之间的降温速率不同。所述成型台1340上可设置用于承载块材合金的基板,多个所述基板分别设置在一所述成型台上;或当所述基板为一个时,则所述基板设置在多个所述成型台之上;或当所述基板为一个时,则所述基板与所述成型台一一对应设置。
通过上述的设置,可在同一基板或不同基板上形成不同降温速率,以在一所述块材合金制备系统10中制备获得具有不同晶态的块材合金,为高通量制备块材合金提供更多可选择的变化因素,从而提高本发明块材合金制备系统的适用性。
在本发明中一些优选的实施例中,所选用的激光设备可包括但不受限于:ND/YAG(Neodymium-doped YttriumAluminium Garnet,掺钕的钇铝石榴石,激光光谱为1060nm)激光器、CO2激光器(激光光谱为1060nm)、Ca、Al、As激光器(激光光谱为850nm)或Ca、As激光器(激光光谱为904nm)中的任一种。一般而言,对于现有常用的小型块材合金制备系统中,可采用激光功率为50W、100W、400W或1000W的激光设备。
请参阅6A-图6C,本发明提供三种采用本发明第一实施例所提供的系统进行块材合金制备的具体实施方式,图示的具体实施方式采用本发明第一实施例所提供的块材合金制备系统进行制备,如图6A-图6C中所示的具体实施方式中,所选用的激光器为CO2激光器。
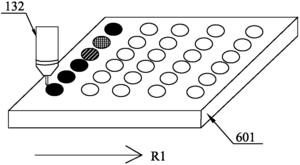
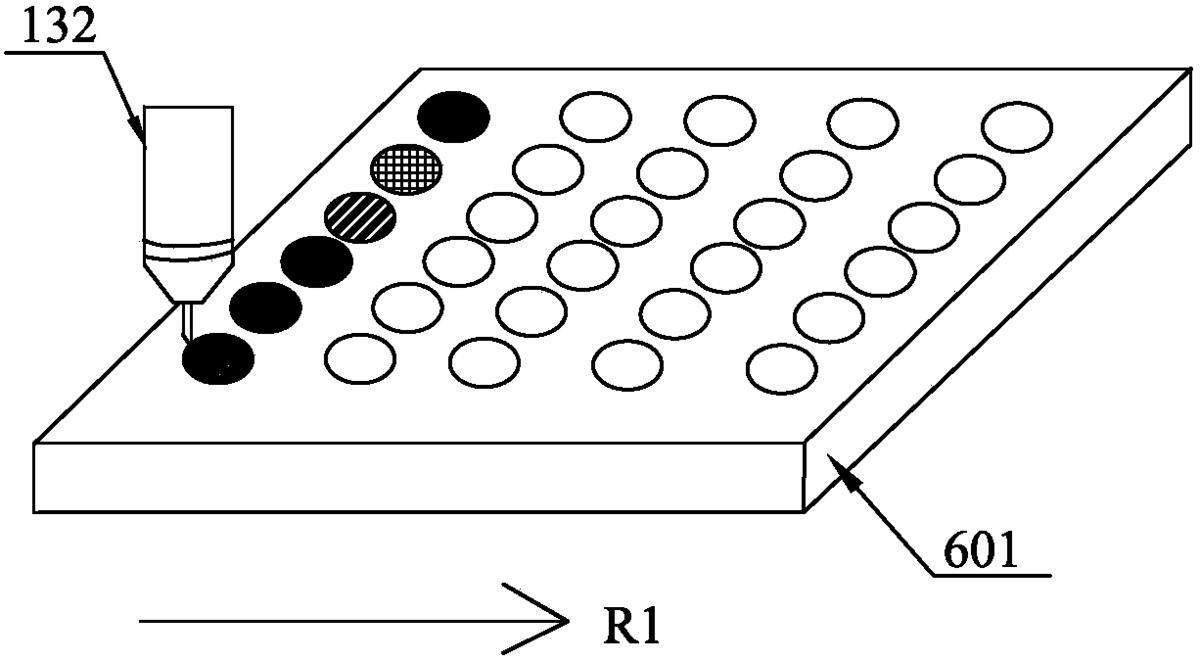
在第一具体实施方式中,如图6A中所示,提供一具有若干横纵分布的凹槽的基板601,所述基板601放置在所述成型设备134的成型台1340之上。喷头132向所述基板601的纵向排布的凹槽内喷涂混合不同比例金属粉末的材料,并进行相同的激光功率的熔融急冷;喷头132向所述基板601的横向排布的凹槽内喷涂混合相同比例金属粉末的材料,并进行不相同的激光功率的熔融急冷。
如图6A中与R1方向平行的每行的凹槽内内激光加热熔融制备块材合金所需的瞬时激光功率依次为4kW、5.2kW、8.4kW、10.8kW及12.8kW。在本具体实施方式中,所述激光光斑直径大小均为0.5μm,其熔融急冷的速度均为2×106k/s。
在第二具体实施方式中,如图6B中所示,提供一基板602,本具体实施方式与上述第一具体实施方式的区别在于:喷头132在所述基板602上喷涂形成阵列分布的条状体,所述条状体由所述喷头132逐层喷涂形成。其中,每个设置在基板602之上的条状体内逐层之间的金属粉末的种类及比例可为相同或不同,而熔融急冷形成每个条状体的激光功率也可为相同或不同,如当在同一条状体内成分相同而变激光功率打印时,则不同条状体间的成分不同;而当同一条状体内成分不同而同激光功率打印时,则不同条状体间变激光功率打印。
在第三具体实施方式中,如图6C中所示,提供一基板603,本具体实施方式与上述第一、第二具体实施方式的区别在于:喷头132所述基板603之上逐层熔融冷却形成所需形状的块材合金,所形成的块材合金内逐层可变激光功率变材料成分打印,从而可获得具有特定成分及特性性能的块材合金。
通过上述的第一至第三具体实施例,可知,所述基板(如基板601、基板602与基板603)之上可设置至少一个块材合金;不同的所述块材合金由所述激光设备以不同激光功率熔融成分比例相同的金属粉末制备而成或多个所述块材合金由所述激光设备以相同激光功率熔融成分比例不同的金属粉末制备而成。
在本发明一些较优的实施例中,所述激光设备的瞬时功率还可进一步达到kW-MW级别。所述激光设备的瞬时功率越大,则激光熔融相同金属的时间则越短,相对的激光熔融对与正在制备的块材合金相邻的已生成的材料或块材合金所造成的热损伤则越小,从而使制备的合金块材具有更加优异的结构特性和力学特性。
设置在所述基板之上的同一块材合金由多个层结构组成,多个所述层结构由所述激光设备以不同激光功率熔融成分比例相同的金属粉末制备而成或多个所述层结构由所述激光设备以相同激光功率熔融成分比例不同的金属粉末制备而成。
更进一步地,本发明的第二实施例提供一种块材合金制备方法,其包括如下的步骤:
步骤S101,设定粉末量变化方式;
步骤S102,建模及设定喷涂路径;
步骤S103,粉末定量及混合;
步骤S104,粉末输出、激光熔融、冷却及成型;
步骤S105,块材合金后处理。
其中,上述的步骤S101、步骤S102对应本发明第一实施例中的粉末定量模块11中的粉末变化设定模块111及建模预设模块112,上述的步骤S103对应本发明第一实施例中的粉末定量模块11中粉末定量装置113与粉末混合与输送模块12,上述的步骤S104对应所述激光熔融成型模块14,所述步骤S105对应后处理模块15。
在本发明第二实施例的第一个变形实施方式中,所述块材合金制备方法可包括如下的步骤:
提供至少一种金属粉末;以超声振动粉末定量方式获得预定所需质量及种类的金属粉末,对所述预定质量及种类的金属粉末进行熔融冷却,获得所需的块材合金。
在本发明第二实施例的第二个变形实施方式中,所述块材合金制备方法可包括如下的步骤:
提供至少一金属粉末;采用静态旋转流化方式对至少一种金属粉末进行混合分散;以激光加热熔融所述混合后的金属粉末,冷却所述熔融的金属粉末获得所需块材合金。
在本发明第二实施例的第三个变形实施方式中,所述块材合金制备方法可包括如下的步骤:
提供至少一种金属粉末,使之由所述喷头喷出;激光加热熔融所述喷头喷出的金属粉末;以1×106k/s以上的降温速率快速冷却所述熔融的金属粉末以成型为非晶态块材合金。
进一步地,提供成型设备,所述成型设备包括成型台以及设置于成型台下方的若干个可通入冷却物质的导热管道,所述成型设备的降温速率为1×106k/s以上,将熔融的金属粉末在所述成型台上冷却成型为非晶态块材合金。
所述块材合金制备方法中对金属粉末进行激光加热熔融中包括采用液氮或氩气等对通过激光加热熔融制备获得的块材合金进行降温,以获得非晶态块材合金。
在上述块材合金制备方法中,可通过控制降温速率大小,实现多级冷却。具体为通过控制所述成型设备中的导热管道中冷却物质通入的速率与通入量,从而对所述成型设备的降温速率进行控制。
进一步地,所述块材合金制备方法中,所述金属粉末粒度为20~200μm。所述金属粉末的种类可为金属粉末铝、金属粉末铜、金属粉末钛、金属粉末镍、工具钢、马氏体钢、不锈钢、钛合金、铝合金、镍基合金、铜基合金、钴珞合金等。
所述超声振动粉末定量方式中,每次的金属粉末输送剂量为2μg~160μg,所述超声振动频率为3.125Hz~3200Hz。
进一步地,所述静态旋转流化方式中,金属粉末的输送量为0.1g/min~30g/min,旋转流化的载气流流量为1.0L/min~15L/min。
上述针对所述静态旋转流化方式、所述超声振动方式中具体参数限定的优选范围与本发明第一实施例中所涉及的内容一致,在此不再赘述。
所述激光加热熔融制备过程中,所需的激光的光谱范围为800nm~1300nm,所述激光的功率为50W~20kW,所述激光的光斑直径大小为0.1μm~1mm。
在本发明的一些实施例中,至少一种金属粉末进行混合后由气路实时混合及输送至一喷头,所述喷头根据所需路径采用混合后的金属粉末进行打印。
在本发明的一些实施例中,所述块材合金制备方法中,所述喷头的送粉量为微克至克量级每分钟。
本发明第三实施例提供一种块材合金制备系统的应用,如本发明第一实施例中所述的块材合金制备系统用于在一基板之上制备多个块材合金;多个所述块材合金由不同激光功率的激光加热熔融成分比例相同的金属粉末制备而成或多个所述块材合金由相同激光功率的激光加热熔融成分比例不同的金属粉末制备而成。
更进一步地,在上述的同一所述块材合金由多个层结构组成,多个所述层结构由不同激光功率的激光加热熔融成分比例相同的金属粉末制备而成或多个所述层结构由相同激光功率的激光加热熔融成分比例不同的金属粉末而制备而成。在本发明的一些实施例中,可通过采用计算机辅助块材合金分子设计的基础上,设计出所述块材合金样品库,其是利用文献结果和积累的经验设计获得的块材合金样品库。具体需要把所需求的块材合金配比设在一个很宽的范围内,然后利用组合技术层层逼近目的块材合金配比,并最终从成千上万样品中筛选获得最优的块材合金组分。其最大特点是可以一次合成成百上千个目标块材合金组分,通过采用本发明所提供的块材合金制备系统及其制备方法可实现快速获取最优配比,而这些块材合金组分的制备获得如仅依靠于传统方法来是无法快速完成的。
在本发明的一些较优的实施例中,所述块材合金制备方法进一步包括对块材合金样品库中的单个样品块材合金的成分及其制备工艺参数进行控制。如当制备三元、四元块材合金制备时,采用本发明所提供的块材合金制备方法,可实现多元块材合金的制备,还可在块材合金的不同部位进行不同块材合金的组合,进一步可实现所述块材合金层间热力学工艺组合,从而可制备获得具有特定部分及特定合金种类的块材合金。
为了获得性能更优异的块材合金,需要对金属3D打印环境的环境温度、湿度、洁净度进行监控。
与现有技术相比,本发明中所提供的块材合金制备系统及其制备方法,具有以下优点:
(1)本发明所提供的块材合金制备系统至少包括一用于金属粉末定量出粉的粉末定量模块与一激光熔融成型模块,所述粉末定量模块以超声振动粉末定量方式获得所需质量的至少一种金属粉末,并输送所获得的金属粉末进入激光熔融成型模块中进行熔融冷却,通过采用超声振动粉末定量方式,可快速获得组成所述块材合金的不同金属粉末的成分比例及对金属粉末出粉量进行定量,从而可实现快速合成可具有多种成分比例的块材合金。
(2)本发明所提供的块材合金制备系统中,所述粉末定量模块包括提供超声振动粉末定量的粉末定量装置,所述粉末定量装置包括超声振动毛细管,所述粉末定量装置的振动频率为3.125Hz~3200Hz。通过超声振动频率的限定,可进一步精准获得所需进行粉末定量的块材合金成分,以提高后续进行高通量制备块材合金的精确度。
(3)本发明所提供的块材合金制备系统中,在所述粉末定量模块与所述激光熔融成型模块之间设置一粉末混合和输送模块,所述粉末混合和输送模块包括至少一个采用静态旋转流化方式对两种以上金属粉末进行混合的粉末混合装置。可有效避免具有多种金属粉末在混合不均的问题,从而实现快速精准合成变成分的块材合金,从而提高目前块材合金材料的研发效率。
(4)本发明所提供的块材合金制备系统中,所述激光熔融成型模块包括一喷头、激光设备及成型设备,所述喷头与所述粉末定量模块直接连接或所述喷头与所述粉末混合和输送模块连接,所述喷头用于喷出至少一金属粉末,所述激光设备用于熔融喷头喷出的金属粉末,所述成型设备包括成型台以及设置于成型台下方的若干个可通入冷却物质的导热管道。采用上述对成型设备中成型台的具体限定,可有效地对所获得成品的结构特性进行调控。
(5)本发明所提供的块材合金制备系统中,一所述成型台之上设置多个所述基板或一所述基板设置在多个所述成型台之上,且不同成型台之间降温速率不同,即在同一个基板上成型的块材合金可以不同的降温速率进行冷却,从而获得具有不同晶态的块材合金,从而提高高通量制备块材合金的多样性,以扩大所述块材合金制备系统的适用范围。
(6)本发明进一步提供一块材合金制备方法,所述方法以超声振动粉末定量方式获得预定所需质量及种类的金属粉末,进一步对所述预定质量及种类的金属粉末进行熔融冷却,获得所需的块材合金。通过采用超声振动粉末定量方式,可实现快速精准合成可具有多种成分比例的块材合金,从而提高目前块材合金材料的研发效率。
(7)所述块材合金制备方法进一步限定了每次的金属粉末输送剂量为2~160μg,所述超声振动频率为3.125Hz~3200Hz。通过对金属粉末混合分散、输送条件限定,可有效获得具备所需混合均匀度的金属粉末混合物,从而进一步提高变成分块材合金的制备速率与精确度。
(8)本发明所提供的块材合金制备系统的应用,其可用于在一基板之上制备多个块材合金;多个所述块材合金由不同激光功率的激光熔融成分比例相同的金属粉末制备而成或多个所述块材合金由相同激光功率的激光熔融成分比例不同的金属粉末制备而成。通过上述的设定,可在一所述块材合金制备系统中,快速制备获得具有多种成分比例或特性不同的多个块材合金,从而可提高制备块材合金的通量与精确度,以获得多种成分及由不同激光功率进行激光熔融获得的块材合金,本发明所提供的块材合金制备系统具有广泛的适用性。
(9)本发明所提供的块材合金制备系统的应用,采用所述块材合金制备系统,可制备具有多层结构的块材合金,同一块材合金中的多个所述层结构可由不同激光功率的激光熔融成分比例相同的金属粉末制备而成或多个所述层结构由相同激光功率的激光熔融成分比例不同的金属粉末而制备而成。通过上述的设定,可实现在一所述块材合金制备系统中,快速制备获得在一个主体内具有多个层结构的块材合金,且多个层结构之间具有多种成分比例或特性不同,从而可提高块材合金制备系统可制备获得的块材合金的类型,进一步扩大本发明所提供的块材合金制备系统的适用范围。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的原则之内所作的任何修改,等同替换和改进等均应包含本发明的保护范围之内。
价值度评估
技术价值
经济价值
法律价值
0 0 058.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:58.0分
该专利价值中等 (仅供参考)
本专利文献中包含【1 个实施例】、【4 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间8 年】专利权的维持时间越长,其价值对于权利人而言越高。
技术价值 32.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
24 个月独立权利要求数量
3 个从属权利要求数量
6 个说明书页数
12 页实施例个数
1 个发明人数量
3 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
4 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 7.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
0 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
8法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...