【中国发明,中国发明授权】一种适用于FDM打印机的锥形螺杆挤出设备
无权-未缴年费 中国
- 申请号:
- CN201610036771.5
- 专利权人:
- 四川大学
- 授权公告日/公开日:
- 2018.02.23
- 专利有效期:
- 2016.01.20-2036.01.20
- 技术分类:
- B29:塑料的加工;一般处于塑性状态物质的加工
- 转化方式:
- 转让
- 价值度指数:
-
- 53.0分
- 价格:
- 面议
发布人
知识产权运营中心
联系人IP先生
-

- 15113831943
-

- 9411117419@qq.com
-

- 941117419
-

- szhf1188(加微信)
-

- 深圳市南山区粤海街道100号
- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201610036771.5
- 申请日
- 20160120
- 公开/公告号
- CN105479757A
- 公开/公告日
- 20160413
- 申请/专利权人
- [四川大学]
- 发明/设计人
- [张杰, 王琪, 许祥, 陈刚, 陈宁]
- 主分类号
- B29C67/00
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 四川(51)
- 颁证日
- G06T1/00
- 代理人
- [唐丽蓉]
摘要
本发明提供的适用于FDM(熔融沉积成型)打印机的锥形螺杆挤出设备是由依次连接的驱动电机、传动机构和螺杆挤出机构构成,螺杆挤出机构中的螺杆为锥形螺杆,锥形螺杆的螺纹部分是由锥形段和平直段构成,且二者的长度比至少为4:1;料筒的内腔也由锥形段和平直段构成,并与锥形螺杆外径匹配;挤出头由一连接器和热熔喷头构成,连接器的截面形状呈“T”形,固定于料筒的下端面,其上半部沿轴向开有一漏斗形通孔,并与下半部开有内螺纹的同轴通孔相通;热熔喷头通过其外表面上开的螺纹与连接器相连。本发明可在保证足够的螺旋线长度条件下,大幅度减小整个挤出设备的整体结构尺寸和重量,不仅使该设备驱动运转更为轻松容易,且还可以降低制备成本。
法律状态
| 法律状态公告日 | 20221230 |
| 法律状态 | 专利权的终止 |
| 法律状态信息 | 未缴年费专利权终止 IPC(主分类):B29C 64/118 专利号:ZL2016100367715 申请日:20160120 授权公告日:20180223 终止日期:20220120 |
| 法律状态公告日 | 20180223 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20160511 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):B29C 67/00 申请日:20160120 |
| 法律状态公告日 | 20160413 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
权利要求
权利要求数量(8)
独立权利要求数量(1)
1.一种适用于FDM打印机的锥形螺杆挤出设备,该挤出设备包括依次连接的驱动电 机(1)、传动机构和螺杆挤出机构构成,其特征在于螺杆挤出机构中的螺杆为锥形螺杆(6), 锥形螺杆(6)的螺纹部分是由锥形段和平直段构成,且锥形段与平直段的长度比至少为4: 1;料筒(7)的内腔也由锥形段和平直段构成,并与锥形螺杆(6)外径匹配;挤出头由 一连接器(11)和热熔喷头(9)构成,连接器(11)的截面形状呈“T”形,固定于料筒 (7)的下端面,其上半部沿轴向开有一漏斗形通孔,并与下半部开有内螺纹的同轴通孔 相通,热熔喷头(9)通过其外表面上开的螺纹与连接器(11)相连。
2.根据权利要求1所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该 挤出设备的螺杆挤出机构中还设置了一块多孔板(10),该多孔板(10)安装在料筒(7) 与连接器(11)之间。
3.根据权利要求1或2所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在 于该挤出设备中所述锥形螺杆(6)锥形段与平直段的长度比为4~6:1。
5.根据权利要求3所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该 挤出设备中所述锥形螺杆(6)锥形段的锥角α为10~45°。
8.根据权利要求5所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该 挤出设备中所述锥形螺杆(6)锥形段的螺槽深度是沿挤出方向逐渐变浅的。
7.根据权利要求3所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该 挤出设备中所述锥形螺杆(6)锥形段的螺槽深度是沿挤出方向逐渐变浅的。
4.根据权利要求1或2所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在 于该挤出设备中所述锥形螺杆(6)锥形段的锥角α为10~45°。
6.根据权利要求1或2所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在 于该挤出设备中所述锥形螺杆(6)锥形段的螺槽深度是沿挤出方向逐渐变浅的。
1.一种适用于FDM打印机的锥形螺杆挤出设备,该挤出设备包括依次连接的驱动电机(1)、传动机构和螺杆挤出机构构成,其特征在于螺杆挤出机构中的螺杆为锥形螺杆(6),锥形螺杆(6)的螺纹部分是由锥形段和平直段构成,且锥形段与平直段的长度比至少为4:1;料筒(7)的内腔也由锥形段和平直段构成,并与锥形螺杆(6)外径匹配;挤出头由一连接器(11)和热熔喷头(9)构成,连接器(11)的截面形状呈“T”形,固定于料筒(7)的下端面,其上半部沿轴向开有一漏斗形通孔,并与下半部开有内螺纹的同轴通孔相通,热熔喷头(9)通过其外表面上开的螺纹与连接器(11)相连。
2.根据权利要求1所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该挤出设备的螺杆挤出机构中还设置了一块多孔板(10),该多孔板(10)安装在料筒(7)与连接器(11)之间。
3.根据权利要求1或2所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该挤出设备中所述锥形螺杆(6)锥形段与平直段的长度比为4~6:1。
4.根据权利要求1或2所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该挤出设备中所述锥形螺杆(6)锥形段的锥角α为10~45°。
5.根据权利要求3所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该挤出设备中所述锥形螺杆(6)锥形段的锥角α为10~45°。
6.根据权利要求1或2所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该挤出设备中所述锥形螺杆(6)锥形段的螺槽深度是沿挤出方向逐渐变浅的。
7.根据权利要求3所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该挤出设备中所述锥形螺杆(6)锥形段的螺槽深度是沿挤出方向逐渐变浅的。
8.根据权利要求5所述的一种适用于3D打印机的锥形螺杆挤出设备,其特征在于该挤出设备中所述锥形螺杆(6)锥形段的螺槽深度是沿挤出方向逐渐变浅的。
说明书
技术领域
本发明属于3D打印装置技术领域,具体涉及一种适用于FDM(熔融沉积成型)打印机的锥形螺杆挤出设备。
背景技术
3D打印是快速成型技术的一种,近几年发展迅猛。其原理是:首先通过三维建模软件进行实体建模,再通过切片软件对模型进行逐层切片。工作时,3D打印机通过读取每层横截面的信息,运用粉末状金属或塑料等可粘合材料进行逐层打印从而制造出三维实体。该技术已在工业设计、汽车、航空航天、模具制造等诸多领域得到了广泛的应用。
FDM技术是目前3D打印主流技术中的一种,它主要以ABS、PLA等热熔性塑料丝材作为打印耗材,丝料通过送丝机构送入加热区加热融化,靠未熔融丝料自身的一个柱塞推力作用被挤出,再配合挤出喷头的移动从而进行打印。但这种技术存在以下缺点:对材料的流动性、收缩率、强度等具有较高的要求,导致目前用于FDM技术的材料非常有限;靠近加热区的丝料端往往由于传热而软化,使得送丝机构在喷头内产生的压强不足,导致阻塞而无法正常打印;成丝工艺过程增加了打印成本。针对FDM技术存在的诸多问题,申请号201410441995.5的专利申请,公开了一种适用于FDM打印机的挤出机,该FDM打印机用挤出机采用了螺杆挤出原理,虽可以实现平稳挤出效果,但仍有如下不足:因其挤出螺杆采用的是普通平直螺杆结构,如果要对需要大压缩比、蓬松的塑料粒料或粉料进行塑化的时候,其塑化效果较差;为了保证物料的输送、熔融和均化,螺杆就需要较大的长径比(通常为25~30),这将导致螺杆长度增加,使挤出设备总体尺寸加大,重量加重,进而驱动困难;物料在该挤出机螺杆中经塑化后被直接挤出时,物料会惯性保持在料筒中的螺旋运动,从而容易引起打印制件变形,降低打印制件形状和尺寸的精度。
发明内容
本发明的目的是为了克服现有技术的不足,提供一种适用于FDM打印机的锥形螺杆挤出设备,以适用于更广泛的材料,并提高FDM技术打印的稳定性和可靠性。
为实现上述目的,本发明采用的技术方案是一种适用于FDM打印机的锥形螺杆挤出设备,该挤出设备由依次连接的驱动电机、传动机构和螺杆挤出机构构成,其 特征在于螺杆挤出机构中的螺杆为锥形螺杆,锥形螺杆的螺纹部分是由锥形段和平直段构成,且锥形段与平直段的长度比至少为4:1;料筒的内腔也由锥形段和平直段构成,并与锥形螺杆外径匹配;挤出头由一连接器和热熔喷头构成,连接器的截面形状呈“T”形,固定于料筒的下端面,其上半部沿轴向开有一漏斗形通孔,并与下半部开有内螺纹的同轴通孔相通;热熔喷头通过其外表面上开的螺纹与连接器相连。
以上锥形螺杆挤出设备的螺杆挤出机构中还设置了一块多孔板,该多孔板安装在料筒与连接器之间。
以上锥形螺杆挤出设备中所述锥形螺杆锥形段与平直段的长度比为4~6:1。
以上锥形螺杆挤出设备中所述锥形螺杆锥形段的锥角为α为10~45°。
以上锥形螺杆挤出设备中所述锥形螺杆锥形段的螺槽深度是沿挤出方向逐渐变浅的。
上述驱动电机与传动机构之间还可根据需要配置减速器,这是本领域技术人员公知的常识。
本发明与现有技术相比,具有以下有益效果:
1、由于本发明提供的挤出设备中的螺杆为锥形螺杆,因而能够在保证足够长的螺旋线长度前提条件下,大幅度减小整个挤出设备的整体结构尺寸和重量,不仅使该设备驱动运转更为轻松容易,且还可以降低制备成本。
2、由于本发明提供的挤出设备中锥形螺杆锥形段的长度比平直段的长度至少要长3倍,加之其尺寸是逐渐减小的,在结构上又可自然形成一定的压缩比,因而不仅能够充分保证物料,包括需要大压缩比、蓬松的塑料粒料或粉料的塑化压缩比,使得塑化熔融效果更佳,且还能够增加锥形螺杆的强度,提高其使用寿命,一举两得。
3、由于本发明提供的挤出设备在锥形螺杆锥形段后设计了一定长度的平直段,因而可保证挤出的物料形态更加稳定。
4、由于本发明提供的挤出设备在料筒与挤出头之间设置安放了一块多孔板,加之挤出头中还有一段平直熔体流道,因而使经螺杆挤出熔融后的物料运动不再是旋转运动,而是由旋转运动变为直线运动,并使出料更加均匀,避免了现有技术最终出料时物料的变形,大大提高打印制件的精度和质量的问题。
5、由于本发明提供的挤出设备的挤出头是由连接器和热熔喷头构成,且热熔喷 头与连接器又为螺纹连接方式,因而方便拆卸,并可针对不同物料的性质装配不同内径的热熔喷头,扩大了适用范围。
6、由于本发明提供的挤出设备是将锥形段的螺槽深度沿挤出方向逐渐变浅的,因而不仅可进一步增大物料的压缩比,其还可增加对物料的剪切力,使物料熔融更均匀。
附图说明
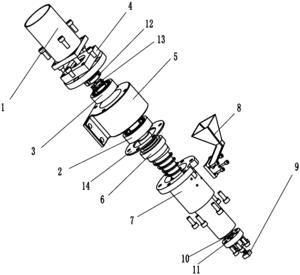
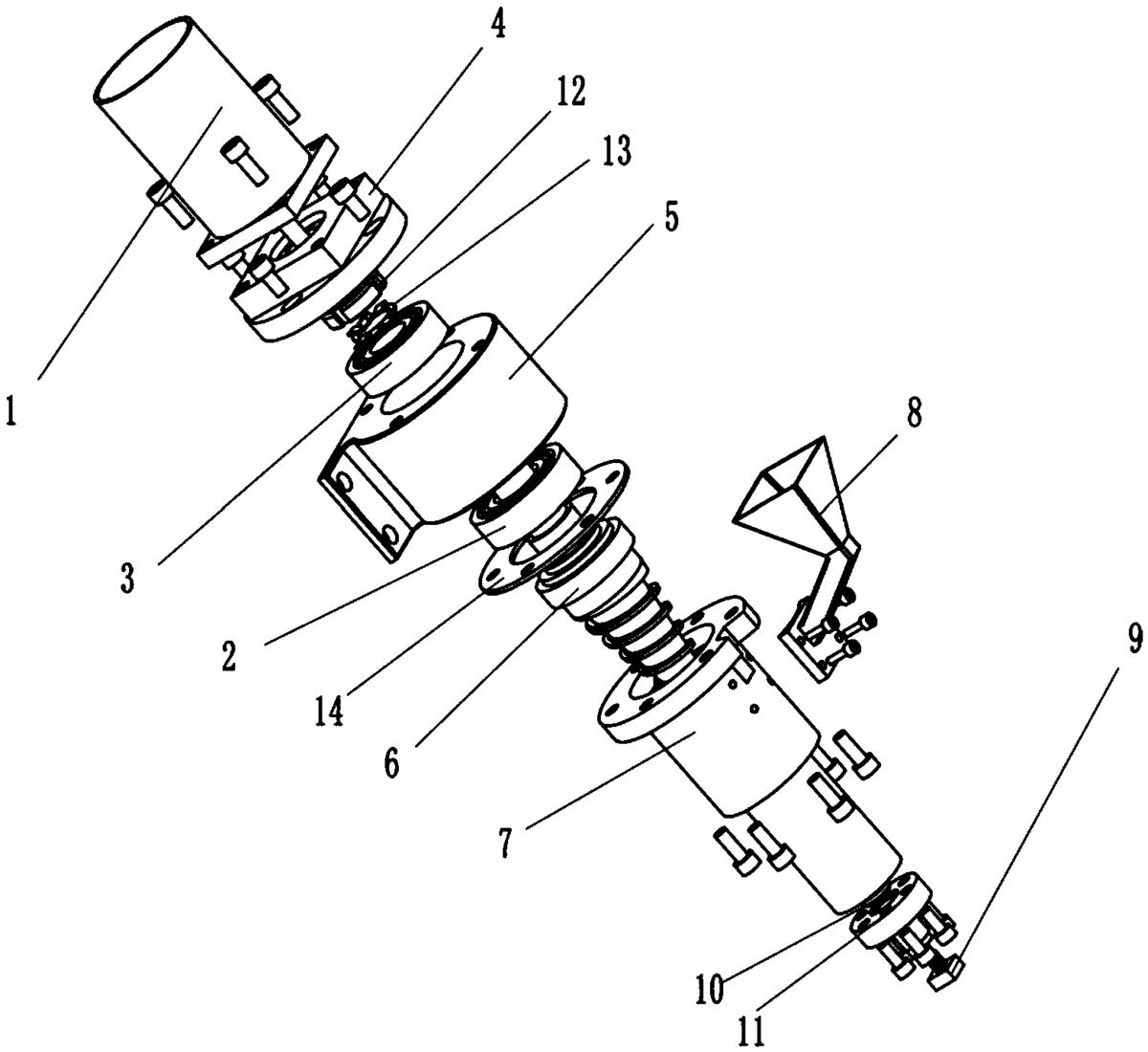
图1为本发明提供的锥形螺杆挤出设备的结构爆炸分解示意图;
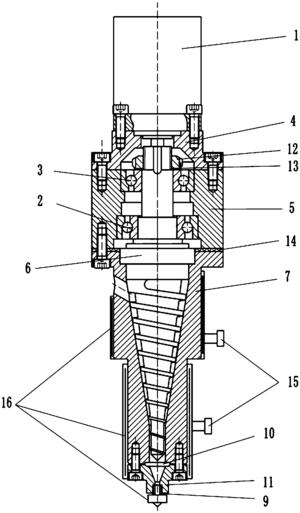
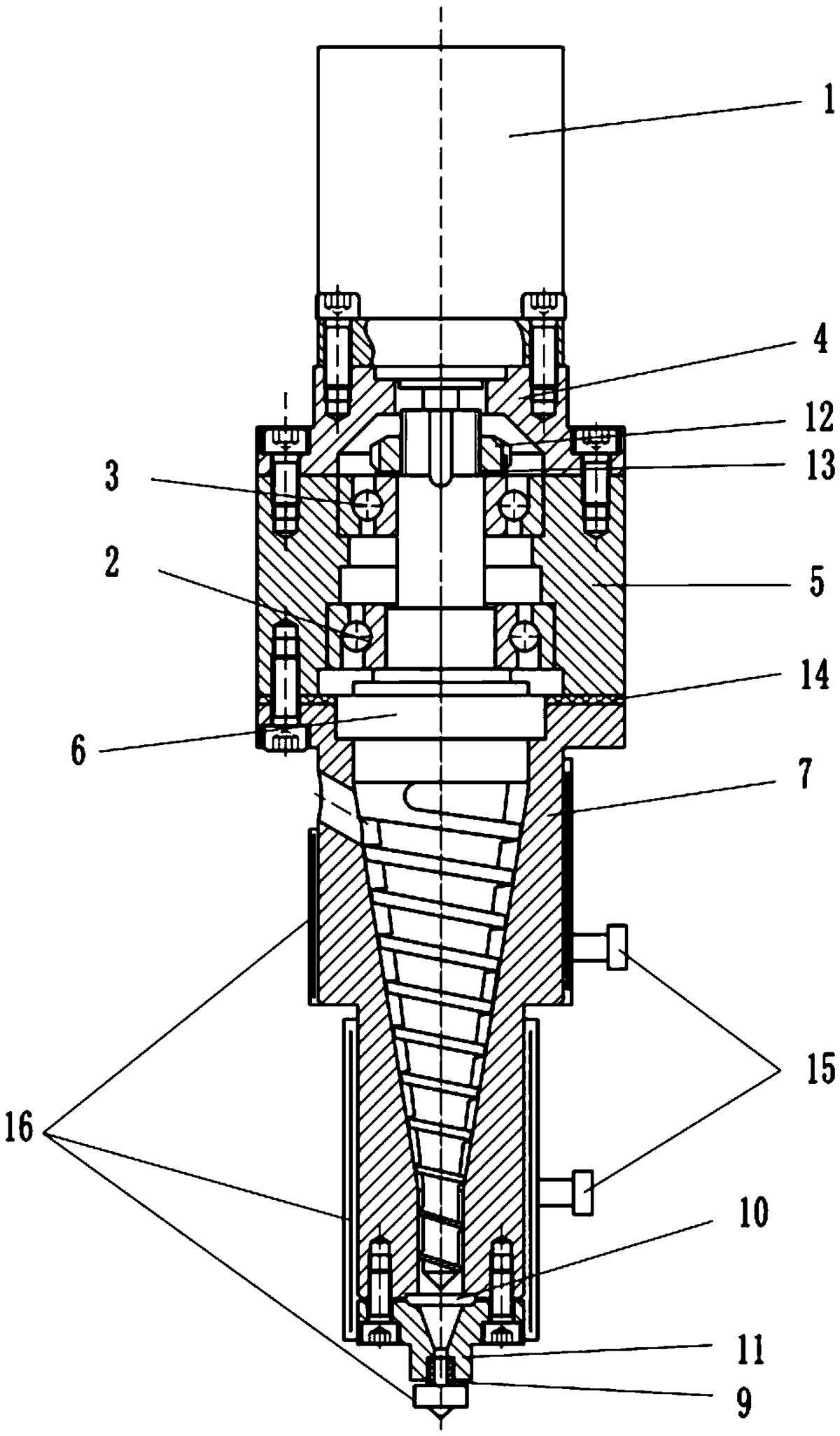
图2为本发明提供的锥形螺杆挤出设备竖直方向的装配剖面结构示意图;
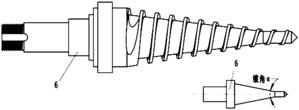
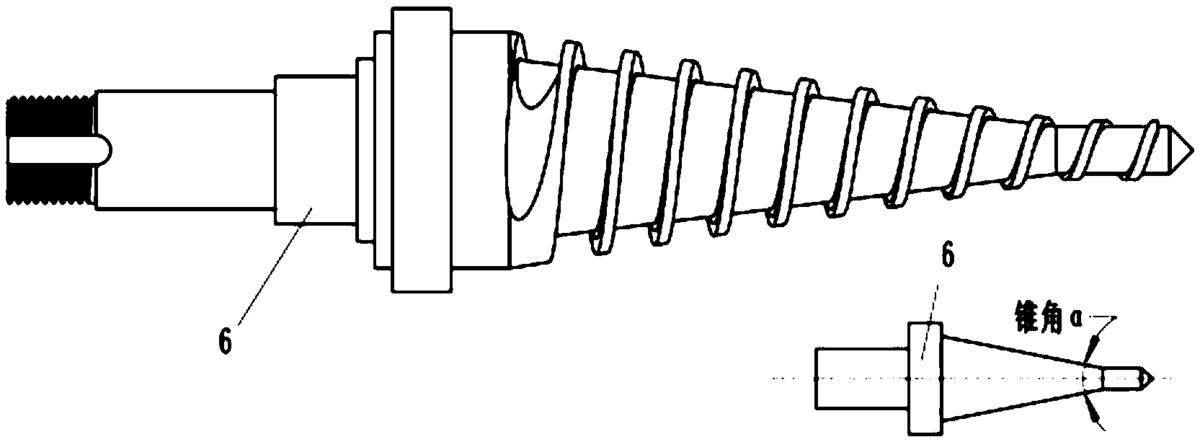
图3为本发明提供的锥形螺杆挤出设备中锥形螺杆的结构和锥形段的锥角示意图;
其中,1-驱动电机;2-前轴承;3-后轴承;4-轴承盖;5-轴承座;6-锥形螺杆;7-料筒;8-料斗;9-热熔喷头;10-多孔板;11-连接器;12-圆螺母;13-圆螺母用垫片;14-隔热片;15-温度传感器;16-加热套。
具体实施方式
下面通过附图和实施例对本发明进行具体描述,有必要在此指出的是以下实施例只用于对本发明作进一步说明,不能理解为对本发明保护范围的限制,该领域的技术熟练人员根据上述本发明内容对本发明做出一些非本质的改进和调整,仍属于本发明保护范围。
实施例1
本实施例提供的适用于3D打印机的锥形螺杆挤出设备,其结构如图1、2所示,具体包括依次连接的驱动电机1、传动机构和螺杆挤出机构。
其中螺杆挤出机构包括螺杆、料筒7、加热套16、料斗8、挤出头和多孔板10。螺杆挤出机构中的螺杆为锥形螺杆6,其结构如图3所示,锥形螺杆6的螺纹部分是由锥形段和平直段构成,且锥形段与平直段的长度比本实施例为4:1,锥形螺杆6锥形段的锥角本实施例为10°见图3,且锥形段的螺槽深度是沿挤出方向逐渐变浅的;料筒7的内腔也由锥形段和平直段构成,并与锥形螺杆6外径匹配,外壁上安装料斗8,料筒7与料斗8通过螺钉固定联接,料斗8的进料方向与挤出方向夹角为30°;加热套16包覆在料筒7外,其上设有温度传感器15;挤出头由一连接器11和热熔喷头9构成,连接器11的截面形状呈“T”形,通过螺钉固定连接于料筒7的下端面,其上半部沿轴向开有一漏斗形通孔,并与下半部开有内螺纹的同轴通孔 相通,热熔喷头9通过其一端外表面上开的螺纹与连接器11相连,另一端的外表面设有加热套16;多孔板10安装在料筒7与连接器11之间。
传动机构包括前轴承2、后轴承3、轴承盖4和轴承座5,螺杆挤出机构的锥形螺杆6后端由前轴承2、后轴承3和轴承盖4配合安装固定在轴承座5中,并通过连接件圆螺母12对后轴承3实现轴向定位,圆螺母12由圆螺母用垫片13进行卡位防转;料筒7与轴承座5之间还设有隔热片14。
驱动电机1通过输出轴与锥形螺杆6相连,二者连接方式为键连接。驱动电机1还可根据需要配置减速器。
本发明工作时,首先将锥形螺杆挤出设备的加热套16打开,待温度上升到适宜挤出物料的温度时开启驱动电机1,驱动电机1驱动锥形螺杆6运动,然后将塑料粒料或粉料通过加料斗8送入料筒7,塑料粒料或粉料在锥形螺杆6的作用下向前输送,同时在热和剪切作用下逐渐熔化至熔融状态,经均化后挤出,料筒7外壁安装的温度传感器15可随时监测塑料在熔融状态下的温度,当温度高于所需温度时,加热套16停止加热,当温度低于所需温度时,加热套16开始加热工作。物料经熔融挤出后最终在打印平台上实现制件的三维打印。
实施例2
本实施例3D打印机的锥形螺杆挤出设备其结构与实施例2基本相同,不同之处在于锥形螺杆6的锥形段与平直段的长度比为6:1,且锥形螺杆6锥形段的锥角为45°。
实施例3
本实施例3D打印机的锥形螺杆挤出设备其结构与实施例1基本相同,不同之处在于锥形螺杆6的锥形段与平直段的长度比为5:1,且锥形螺杆6锥形段的锥角为30°,驱动电机1为直流电机,且与传动机构之间配置减速器。
价值度评估
技术价值
经济价值
法律价值
0 0 053.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:53.0分
该专利价值中等 (仅供参考)
本专利文献中包含【3 个实施例】、【5 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间6 年】专利权的维持时间越长,其价值对于权利人而言越高。
技术价值 30.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
25 个月独立权利要求数量
1 个从属权利要求数量
7 个说明书页数
3 页实施例个数
3 个发明人数量
5 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
5 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 7.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
0 个海关备案
否法律价值 16.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
6法律状态
无权-未缴年费







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...