

【中国发明,中国发明授权】碳纤维复合材料与镁合金材料的连接方法
有权-审定授权 中国
- 申请号:
- CN201810171459.6
- 专利权人:
- 常熟理工学院
- 授权公告日/公开日:
- 2020.02.14
- 专利有效期:
- 2018.03.01-2038.03.01
- 技术分类:
- B22:铸造;粉末冶金
- 转化方式:
- 转让
- 价值度指数:
-
- 58.0分
- 价格:
- 面议
发布人
常熟理工学院
联系人滕女士
-

- 18915629866

-

- 371917051


- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201810171459.6
- 申请日
- 20180301
- 公开/公告号
- CN108339987A
- 公开/公告日
- 20180731
- 申请/专利权人
- [常熟理工学院]
- 发明/设计人
- [戴军, 杨莉, 张尧成, 刘坡, 姜伟, 陈春霖]
- 主分类号
- B22F7/08
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 江苏(32)
- 颁证日
- G06T1/00
- 代理人
- [张俊范]
摘要
本发明公开了一种碳纤维复合材料与镁合金材料的连接方法,包括步骤:按重量份数计,将40~50份镁粉、10~15份铜粉、35~50份钛粉均匀混合并研磨成混合粉末;将所述混合粉末压制成厚度为500~2000μm的中间层;将所述中间层置于镁合金和碳纤维复合材料之间装配压紧构成预制件,并放入充满保护气体的容器中,同时在超声波环境下进行等离子弧焊接将所述中间层及部分镁合金熔化,然后缓慢冷却完成碳纤维复合材料与镁合金材料的连接。该方法实现了碳纤维复合材料与铝合金板材高强度可靠连接。
法律状态
| 法律状态公告日 | 20230801 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):B22F 7/08 专利号:ZL2018101714596 登记生效日:20230720 变更事项:专利权人 变更前权利人:常熟理工学院 变更后权利人:济南英维新材料科技合伙企业(有限合伙) 变更事项:地址 变更前权利人:215500 江苏省苏州市常熟市南三环路99号 变更后权利人:250400 山东省济南市平阴县105国道南玫德玛钢科技园106室 |
| 法律状态公告日 | 20230725 |
| 法律状态 | 著录事项变更 |
| 法律状态信息 | 著录事项变更 IPC(主分类):B22F 7/08 专利申请号:2018101714596 变更事项:发明人 变更前:戴军 杨莉 张尧成 刘坡 姜伟 陈春霖 变更后:戴军 杨莉 朱波 张尧成 刘坡 姜伟 陈春霖 蔡珣 |
| 法律状态公告日 | 20200214 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20180824 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):B22F 7/08 申请日:20180301 |
| 法律状态公告日 | 20180731 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 事务数据公告日 | 20230801 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):B22F 7/08 专利号:ZL2018101714596 登记生效日:20230720 变更事项:专利权人 变更前权利人:常熟理工学院 变更后权利人:济南英维新材料科技合伙企业(有限合伙) 变更事项:地址 变更前权利人:215500 江苏省苏州市常熟市南三环路99号 变更后权利人:250400 山东省济南市平阴县105国道南玫德玛钢科技园106室 |
权利要求
权利要求数量(5)
独立权利要求数量(1)
1.一种碳纤维复合材料与镁合金材料的连接方法,其特征在于,包括步骤:按重量份数 计,将40~50份镁粉、10~15份铜粉、35~50份钛粉均匀混合并研磨成混合粉末;将所述混 合粉末压制成厚度为500~2000μm的中间层;将所述中间层置于镁合金和碳纤维复合材料 之间装配压紧构成预制件,并放入充满保护气体的容器中,同时在超声波环境下进行等离 子弧焊接将所述中间层及部分镁合金熔化,然后缓慢冷却完成碳纤维复合材料与镁合金材 料的连接。
2.根据权利要求1所述的碳纤维复合材料与镁合金材料的连接方法,其特征在于,所述 超声波环境的超声波激发频率为10~30kHz,等离子弧焊接时等离子弧电流80A~140A,电 压18~40V。
3.根据权利要求1所述的碳纤维复合材料与镁合金材料的连接方法,其特征在于,所述 镁粉的粒度为100~500目,铜粉的粒度为100~500目,钛粉的粒度为100~500目。
4.根据权利要求1所述的碳纤维复合材料与镁合金材料的连接方法,其特征在于,所述 研磨是将镁粉、铜粉和钛粉置于球磨罐内,在氩气保护条件下以200~500r/min的速度球磨 3~5h。
5.根据权利要求4所述的碳纤维复合材料与镁合金材料的连接方法,其特征在于,所述 球磨时,镁粉、铜粉和钛粉的总质量与磨球质量比为1:3~1:4。
1.一种碳纤维复合材料与镁合金材料的连接方法,其特征在于,包括步骤:按重量份数计,将40~50份镁粉、10~15份铜粉、35~50份钛粉均匀混合并研磨成混合粉末;将所述混合粉末压制成厚度为500~2000μm的中间层;将所述中间层置于镁合金和碳纤维复合材料之间装配压紧构成预制件,并放入充满保护气体的容器中,同时在超声波环境下进行等离子弧焊接将所述中间层及部分镁合金熔化,然后缓慢冷却完成碳纤维复合材料与镁合金材料的连接。
2.根据权利要求1所述的碳纤维复合材料与镁合金材料的连接方法,其特征在于,所述超声波环境的超声波激发频率为10~30kHz,等离子弧焊接时等离子弧电流80A~140A,电压18~40V。
3.根据权利要求1所述的碳纤维复合材料与镁合金材料的连接方法,其特征在于,所述镁粉的粒度为100~500目,铜粉的粒度为100~500目,钛粉的粒度为100~500目。
4.根据权利要求1所述的碳纤维复合材料与镁合金材料的连接方法,其特征在于,所述研磨是将镁粉、铜粉和钛粉置于球磨罐内,在氩气保护条件下以200~500r/min的速度球磨3~5h。
5.根据权利要求4所述的碳纤维复合材料与镁合金材料的连接方法,其特征在于,所述球磨时,镁粉、铜粉和钛粉的总质量与磨球质量比为1:3~1:4。
说明书
技术领域
本发明涉及一种碳纤维复合材料与金属材料的连接方法,尤其是涉及一种碳纤维复合材料与镁合金材料的连接方法。
背景技术
碳纤维复合材料是以碳元素为基体、颗粒或纤维为增强相的复合材料。碳纤维复合材料的密度低、比强度和比模量大,结构尺寸稳定,且具有耐高温、耐疲劳性和耐磨性等优异性能,广泛应用于国防、航天、航空、汽车、仪器仪表等工业领域。
碳纤维复合材料和镁合金材料连接通常采用胶粘剂进行粘合,利用胶粘剂树脂与碳纤维复合材料的基体树脂相容性进行粘结获得较高的连接强度。因此需要根据具体的碳纤维复合材料选择合适的胶粘剂进行连接,避免脱粘。另外胶粘剂一般为改性环氧树脂,通过一定的固化形成连接,固化时胶粘剂本身存在一定的收缩,在固化过程中,胶粘剂不再流动而体积持续收缩时则会产生内应力,这影响了连接强度。再有随着时间的推移,固化的胶粘剂会产生老化问题,进一步影响连接强度。
发明内容
针对现有技术的缺陷,本发明提供了一种碳纤维复合材料与镁合金材料的连接方法,实现碳纤维复合材料与铝合金板材高强度可靠连接。
本发明技术方案如下:一种碳纤维复合材料与镁合金材料的连接方法,包括步骤:按重量份数计,将40~50份镁粉、10~15份铜粉、35~50份钛粉均匀混合并研磨成混合粉末;将所述混合粉末压制成厚度为500~2000μm的中间层;将所述中间层置于镁合金和碳纤维复合材料之间装配压紧构成预制件,并放入充满保护气体的容器中,同时在超声波环境下进行等离子弧焊接将所述中间层及部分镁合金熔化,然后缓慢冷却完成碳纤维复合材料与镁合金材料的连接。
优选的,所述超声波环境的超声波激发频率为10~30kHz,等离子弧焊接时等离子弧电流80A~140A,电压18~40V。
优选的,所述镁粉的粒度为100~500目,铜粉的粒度为100~500目,钛粉的粒度为100~500目。
优选的,为了使镁粉、铜粉和钛粉充分混合研磨,所述研磨是将镁粉、铜粉和钛粉置于球磨罐内,在氩气保护条件下以200~500r/min的速度球磨3~5h。
优选的,所述球磨时,镁粉、铜粉和钛粉的总质量与磨球质量比为1:3~1:4。
本发明所提供的技术方案的优点在于:通过镁粉与镁合金板材作用,铜粉和铁粉增强镁合金与碳元素之间润湿作用,同时铜粉和铁粉发生反应,增强连接效果。采用等离子弧焊接精确控制使中间层及部分镁合金熔化,并同时通过超声波增强熔池流动性提高了焊接接头强度。
附图说明
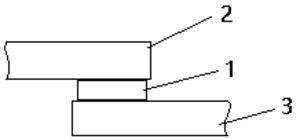
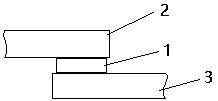
图1为镁合金、中间层和碳纤维复合材料三层结构示意图。
具体实施方式
下面结合实施例对本发明作进一步说明,但不作为对本发明的限定。
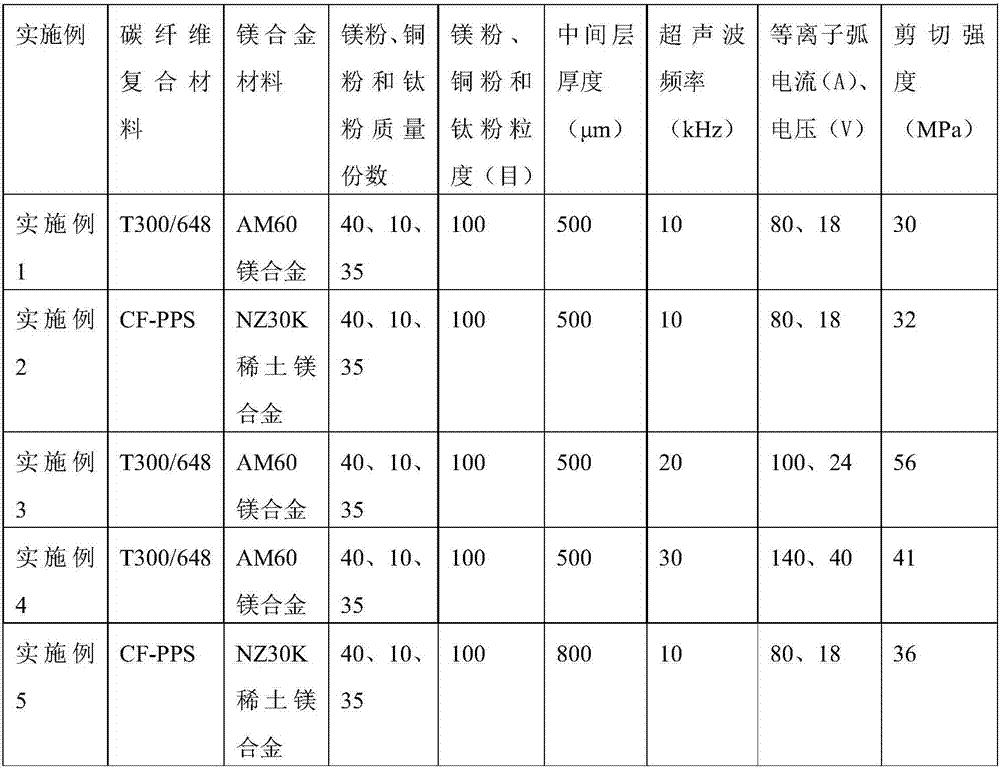
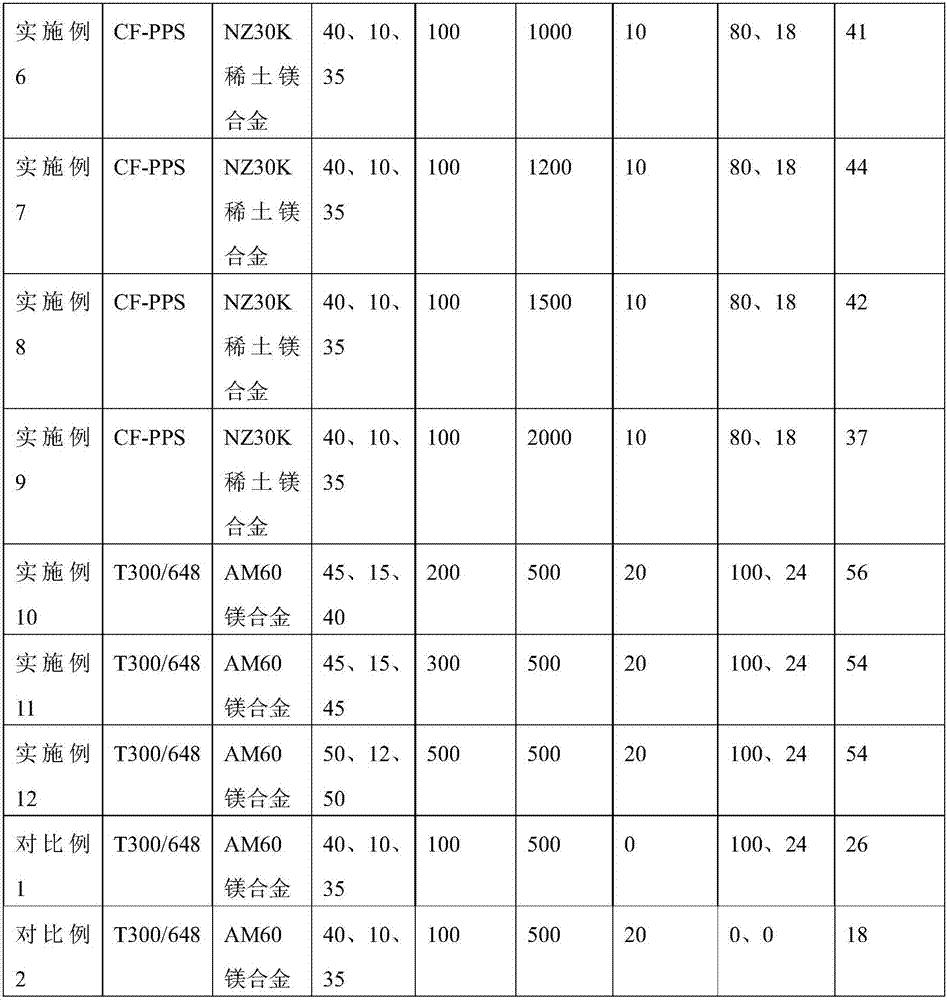
本实施例所使用的碳纤维复合材料与镁合金材料的连接方法具体是这样的按重量份数计,将镁粉、铜粉和钛粉均匀混合,置于球磨罐内,按镁粉、铜粉和钛粉的总质量与磨球质量比为1:3~1:4放入磨球,在氩气保护的条件下,以200~500r/min的速度球磨3~5h得到混合粉末;将混合粉末压制成厚度为500~2000μm的中间层;将中间层1置于镁合金2和碳纤维复合材料3之间装配压紧构成预制件,结构如图1所示,并放入充满保护气体氩气的容器中,利用等离子同时在超声波环境下进行等离子弧焊接将所述中间层及部分镁合金熔化,然后缓慢冷却完成碳纤维复合材料与镁合金材料的连接。对不同重量组分的混合粉末、不同厚度的中间层及不同的超声波环境(超声波额定功率2.6kw)和等离子弧焊接参数获得的连接件进行剪切强度实验,其结构如下表所示
由实施例3及对比例1、2看出,本发明采用超声波环境下等离子弧焊接的方法得到的焊接接头强度远大于单独采用超声波环境或者单独采用等离子弧焊接所得到的焊接接头强度。
价值度评估
技术价值
经济价值
法律价值
0 0 058.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:58.0分
该专利价值中等 (仅供参考)
本专利文献中包含【1 个实施例】、【3 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间7 年】专利权的维持时间越长,其价值对于权利人而言越高。 尤其重要是,该专利 【权利转移1 次】、 都从侧面反应出该专利的技术、经济和法律价值。
技术价值 30.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
23 个月独立权利要求数量
1 个从属权利要求数量
4 个说明书页数
3 页实施例个数
1 个发明人数量
6 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
3 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 9.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
1 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
7法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...