





【中国发明,中国发明授权】一种同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法
有权-审定授权 中国
- 申请号:
- CN201810611723.3
- 专利权人:
- 常熟理工学院
- 授权公告日/公开日:
- 2020.01.14
- 专利有效期:
- 2018.06.14-2038.06.14
- 技术分类:
- H01:基本电气元件
- 转化方式:
- 转让
- 价值度指数:
-
- 57.0分
- 价格:
- 面议
发布人
常熟理工学院
联系人滕女士
-

- 18915629866

-

- 371917051


- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201810611723.3
- 申请日
- 20180614
- 公开/公告号
- CN108808151A
- 公开/公告日
- 20181113
- 申请/专利权人
- [常熟理工学院]
- 发明/设计人
- [黄涛, 刘龙飞, 陶骏骏, 周璐璐]
- 主分类号
- H01M10/54
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 江苏(32)
- 颁证日
- G06T1/00
- 代理人
- [王艳]
摘要
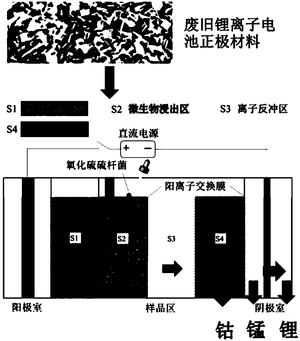
本发明公开一种同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,首先将电解槽样品区用聚乙烯网格均分为四个亚区域,分别填充等量的固体粉末,在第三亚区域缓慢注入去离子水;将氧化硫硫杆菌液接入第二亚区域内,将接种完毕的电解槽在室温下放置2‑4天,然后电解槽通过阴阳电极连接直流电源,保持电解槽运行9~18天;收集活性炭、阴极沉淀和阴极液,实现从废旧锂离子电池正极材料中分离回收钴、锰、锂三种元素。本发明实现一次性高效分离回收废旧锂离子电池正极材料中90%以上的钴、锂、锰。该方法极大地简化了回收工艺流程,操作简便,可行性强,降低工艺流程二次污染废液的生产量与处置成本,也在一定程度上节约了资源与能源。
法律状态
| 法律状态公告日 | 20230623 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):H01M 10/54 专利号:ZL2018106117233 登记生效日:20230612 变更事项:专利权人 变更前权利人:常熟理工学院 变更后权利人:励福(江门)环保科技股份有限公司 变更事项:地址 变更前权利人:215500 江苏省苏州市常熟市南三环路99号 变更后权利人:529040 广东省江门市江海区高新西路191号 |
| 法律状态公告日 | 20200114 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20181207 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):H01M 10/54 申请日:20180614 |
| 法律状态公告日 | 20181113 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 法律状态公告日 | 20181113 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 事务数据公告日 | 20230623 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):H01M 10/54 专利号:ZL2018106117233 登记生效日:20230612 变更事项:专利权人 变更前权利人:常熟理工学院 变更后权利人:励福(江门)环保科技股份有限公司 变更事项:地址 变更前权利人:215500 江苏省苏州市常熟市南三环路99号 变更后权利人:529040 广东省江门市江海区高新西路191号 |
权利要求
权利要求数量(6)
独立权利要求数量(1)
1.一种同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,包括以下步骤:
1)首先将电解槽样品区用聚乙烯网格均分为四个亚区域,从阳极到阴极的方向依次为第一亚区域S1、第二亚区域S2、第三亚区域S3和第四亚区域S4,在第二亚区域S2和第三亚区域S3之间及第四亚区域S4和阴极槽之间各固定一张阳离子交换膜,然后将第一亚区域S1、第二亚区域S2、第四亚区域S4依次分别填充等量的固体粉末:赤铁矿粉末、混合基质粉末和表面改性活性炭粉末,待固体粉末在对应亚区域添加完毕后在第三亚区域S3缓慢注入去离子水,直到固体粉末被刚刚浸没即停止注入;所述混合基质粉末由锂离子电池正极材料、单质硫、黄铁矿粉末以质量比5:5:90~30:10:60进行均匀混合获得;
2)将氧化硫硫杆菌菌液接入到步骤1)中的混合基质粉末堆置的第二亚区域S2内,在不通电情况下,将接种完毕的电解槽在室温下放置2-4天,然后电解槽通过阴阳电极连接直流电源,设置0.1~2V/cm电压梯度接通电路,保持电解槽运行9~18天;
3)从步骤2)中实验结束的电解槽收集活性炭颗粒、阴极槽底部沉淀物、阴极槽电解液,从而实现从废旧锂离子电池正极材料中分离回收钴、锰、锂三种元素。
2.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述步骤1)的聚乙烯网格孔径为0.05~0.5 mm。
3.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述步骤1)的表面改性活性炭粉为包括8%~12%的2-乙基己基膦酸单-2-乙基己酯与3%~7%的三正辛胺的混合液对活性炭粉末进行表面改性获得。
4.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述步骤2)的氧化硫硫杆菌菌液在电解槽混合基质粉末堆置的第二亚区域S2中接种量为10%~20%。
5.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述赤铁矿粉末、黄铁矿粉、锂离子电池正极材料在添加入电解槽前,需进行机械球磨0.5~4小时。
6.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述步骤2)的氧化硫硫杆菌菌液由氧化硫硫杆菌在液态Starky培养基中培养4天获得,Starky培养基初始pH为2,培养温度为30 °C,获得的菌液中氧化硫硫杆菌处在对数生长期,菌液活菌数量为10~10个/mL。
1.一种同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,包括以下步骤:
1)首先将电解槽样品区用聚乙烯网格均分为四个亚区域,从阳极到阴极的方向依次为第一亚区域S1、第二亚区域S2、第三亚区域S3和第四亚区域S4,在第二亚区域S2和第三亚区域S3之间及第四亚区域S4和阴极槽之间各固定一张阳离子交换膜,然后将第一亚区域S1、第二亚区域S2、第四亚区域S4依次分别填充等量的固体粉末:赤铁矿粉末、混合基质粉末和表面改性活性炭粉末,待固体粉末在对应亚区域添加完毕后在第三亚区域S3缓慢注入去离子水,直到固体粉末被刚刚浸没即停止注入;所述混合基质粉末由锂离子电池正极材料、单质硫、黄铁矿粉末以质量比5:5:90~30:10:60进行均匀混合获得;
2)将氧化硫硫杆菌菌液接入到步骤1)中的混合基质粉末堆置的第二亚区域S2内,在不通电情况下,将接种完毕的电解槽在室温下放置2-4天,然后电解槽通过阴阳电极连接直流电源,设置0.1~2V/cm电压梯度接通电路,保持电解槽运行9~18天;
3)从步骤2)中实验结束的电解槽收集活性炭颗粒、阴极槽底部沉淀物、阴极槽电解液,从而实现从废旧锂离子电池正极材料中分离回收钴、锰、锂三种元素。
2.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述步骤1)的聚乙烯网格孔径为0.05~0.5 mm。
3.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述步骤1)的表面改性活性炭粉为包括8%~12%的2-乙基己基膦酸单-2-乙基己酯与3%~7%的三正辛胺的混合液对活性炭粉末进行表面改性获得。
4.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述步骤2)的氧化硫硫杆菌菌液在电解槽混合基质粉末堆置的第二亚区域S2中接种量为10%~20%。
5.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述赤铁矿粉末、黄铁矿粉、锂离子电池正极材料在添加入电解槽前,需进行机械球磨0.5~4小时。
6.根据权利要求1所述的同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,其特征在于,所述步骤2)的氧化硫硫杆菌菌液由氧化硫硫杆菌在液态Starky培养基中培养4天获得,Starky培养基初始pH为2,培养温度为30 °C,获得的菌液中氧化硫硫杆菌处在对数生长期,菌液活菌数量为108~109个/mL。
说明书
技术领域
本发明属于废旧锂电池废物处理与资源回收利用研究领域,具体涉及一种以实现在常温环境及浸出离子无需二次分离前提下对废旧锂离子电池正极材料中钴、锂、锰三种元素进行高效分离回收的方法。
背景技术
单晶钴矿物在之地球上存量极少,钴元素主要存在于砷钴矿、铜钴矿、镍钴矿等矿物中。近年来,全球的钴产量增速接近零,这严重制约了锂离子电池(LIB)产业的扩张。锂(Li)被广泛用于锂电池,其供应不平衡导致当前碳酸锂(Li2CO3)市场价格继续上涨。从废弃的锂离子电池中回收钴、锂元素已经引起更多企业的关注。目前我国针对废旧锂电池中有用资源回收的能力有限,大部分废弃的锂离子电池未得到有效和适当的处理,这也对生态环境和人类健康构成潜在威胁。钴若被释放到灌溉系统中可能会导致当地居民出现肠道溃烂、耳聋、心肌缺血等症状。
目前,大部分废旧锂电池通过火法或湿法冶金技术进行再循环利用。利用火法冶金技术回收废旧电池过程通常包括预处理、电极材料分离、浸出和化学纯化四个部分。其过程中有毒有害气体的排放、高能耗高成本需求以及工艺复杂化导致传统的火法技术在电池制造、回收行业间的推广变得越来越困难。而湿法冶金技术涉及多种工业化学试剂的使用,二次污染与钴锂回收效率低一直是其不可回避的问题。同时湿法过程易产生大量废弃液,废液处置成本的急剧上升也抵消了湿法成本低、能耗低的优势。
近几年,生物湿法冶金技术由于生产成本低、环境友好、回收工艺简单等特点被越来越多的电池制造企业所青睐。总体而言微生物分离培养技术成熟,利用嗜酸细菌或古生菌嗜酸特性通过生物浸出及生物氧化作用溶解低品位矿物和电子废物,不仅可以保证浸出率,降低化学试剂使用量,同时也可以大幅降低工艺成本并在一定程度上减少毒害废液生成量。然而,生物湿法冶金技术也有其固有的问题,如浸出周期长、浸出液杂质含量高、电子受体和营养素的传质受限、微生物耐受性差、浸出液中钴、锂、锰、镍等元素共存其仍需二次分离等。从机制层面改进微生物湿法冶金技术,找到解决上述问题有效的方法是促进废旧锂离子电池高效回收利用及锂离子电池资源化工艺规模化应用的关键。
发明内容
发明目的:本发明所要解决的技术问题是提供了一种同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法。
技术方案:为了解决上述技术问题,本发明提供了一种同步分离回收废旧锂离子电池正极材料中钴、锂、锰的方法,包括以下步骤:
1)首先将方形电解槽样品区用聚乙烯网格均分为四个亚区域,从阳极到阴极的方向依次为第一亚区域S1、第二亚区域S2、第三亚区域S3和第四亚区域S4,在第二亚区域S2和第三亚区域S3之间及第四亚区域S4和阴极槽之间各固定一张阳离子交换膜,然后将第一亚区域S1、第二亚区域S2、第四亚区域S4依次分别填充等量的固体粉末:赤铁矿粉末、混合基质粉末和表面改性活性炭粉末,待固体粉末在对应亚区域添加完毕后在第三亚区域S3缓慢注入去离子水,直到固体粉末被刚刚浸没即停止注入;所述混合基质粉末由锂离子电池正极材料、单质硫、黄铁矿粉末以质量比5:5:90~30:10:60进行均匀混合获得;
2)将氧化硫硫杆菌菌液接入到步骤1)中的混合基质粉末堆置的第二亚区域S2内,在不通电情况下,将接种完毕的电解槽在室温下放置2-4天,然后电解槽通过阴阳电极连接直流电源,设置0.1~2V/cm电压梯度接通电路,保持电解槽运行9~18天;
3)从步骤2)中实验结束的电解槽收集活性炭颗粒、阴极槽底部沉淀物、阴极槽电解液,从而实现从废旧锂离子电池正极材料中分离回收钴、锰、锂三种元素。
进一步地,上述步骤1)的聚乙烯网格孔径为0.05~0.5mm,这既可以抵消电渗流作用造成的不同分区固体粉末越区互掺,又可以保证离子在不同分区间的有效迁移。
进一步地,上述步骤1)的表面改性活性炭粉为包括8%~12%的2-乙基己基膦酸单-2-乙基己酯(2-Ethylhexyl phosphoric acid mono-2-ethylhexyl ester(PC-88A))与3%-7%的三正辛胺活性剂的混合液对商业活性炭粉末进行表面改性获得。2-乙基己基-2-乙基己基膦酸酯与的三正辛胺活性剂混合液表面改性可以实现活性炭对钴离子的单相选择性吸附。
进一步地,上述步骤1)的赤铁矿粉末、黄铁矿粉、锂离子电池正极材料在添加入电解槽前,需进行机械球磨0.5~4小时。
进一步地,上述步骤2)的氧化硫硫杆菌菌液在电解槽混合基质粉末堆置的第二亚区域S2中接种量为10%~20%。
进一步地,上述步骤2)的氧化硫硫杆菌菌液由氧化硫硫杆菌在液态Starky培养基中培养4天获得,Starky培养基初始pH为2,培养温度为30℃,获得的菌液中氧化硫硫杆菌处在对数生长期,菌液活菌数量为108~109个/mL。
有益效果:与现有技术相比,本发明具备以下优点:
(1)本发明根据离子迁移电驱动特性、Fe(II)-Fe(III)转化机制、氧化硫硫杆菌酸浸特性、离子吸附特性,通过对不同矿物在电解槽内的合理搭配,将赤铁矿堆积区、微生物浸出区、离子缓冲区、离子回收区四个功能亚区组合在一个系统内,实现了一次性高效分离回收废旧锂离子电池正极材料中90%以上的钴、锂、锰。
(2)本发明通过应用阳离子定向迁移、钴离子在表面改性活性炭专一性吸附、锰离子在阴极槽碱环境中沉淀机理,实现钴、锂、锰元素在电解槽内同步分离回收,这极大地简化了回收工艺流程,也在一定程度上节约了资源与能源。
(3)本发明操作简便,可行性强,降低了工艺流程二次污染废液的生产量与处置成本。
工作原理:利用氧化硫硫杆菌氧化S2区域的单质硫以促进氧化硫杆菌增殖及获得硫酸生物浸出剂电解槽接通后,电极表面发生水解反应,阳极产生氢离子(2H2O-4e-→4H++O2↑),阴极产生氢氧根离子(4H2O+4e-→4OH-+2H2↑)。氢离子在电迁移作用下迁移至电解槽S1区域与赤铁矿粉末发生反应,释放出三价铁离子(Fe2O3+6H+→2Fe3++3H2O)。三价铁离子在电迁移作用下迁移至S3区域与黄铁矿发生反应,产生二价铁离子和硫酸试剂在硫酸试剂和二价铁离子共同作用下,正极材料溶解,高效地释放出Co、Li、Mn离子(Li2CoMn3O8+2H2SO4→Li2SO4+CoSO4+3MnO2+2H2O2LiCoO2+3H2SO4+2Fe2++2H+→Li2SO4+2CoSO4+4H2O+2Fe3+在电迁移作用下,钴、锂、锰离子向阴极方向迁移。S4区域的表面修饰后的活性炭颗粒会选择性捕获从阳极方向迁移过来的钴离子。锰离子和锂离子穿过S4区域进入阴极槽。锰离子与阴极产生的氢氧根离子结合生成白色沉淀氢氧化锰(Mn2++2OH-→Mn(OH)2↓),随即被氧气迅速氧化生成棕褐色沉淀(2Mn(OH)2+O2→2MnO(OH)2↓)。锂离子以游离的离子形式存在阴极槽电解液中。实验结束后,通过回收电解槽收集活性炭颗粒、阴极槽底部沉淀物、阴极槽电解液,从而实现从废旧锂离子电池正极材料中分离回收钴、锰、锂三种元素。
附图说明
图1同步分离回收废旧锂离子电池正极材料中钴、锂、锰的流程图;
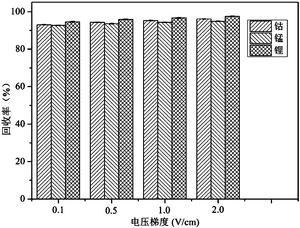
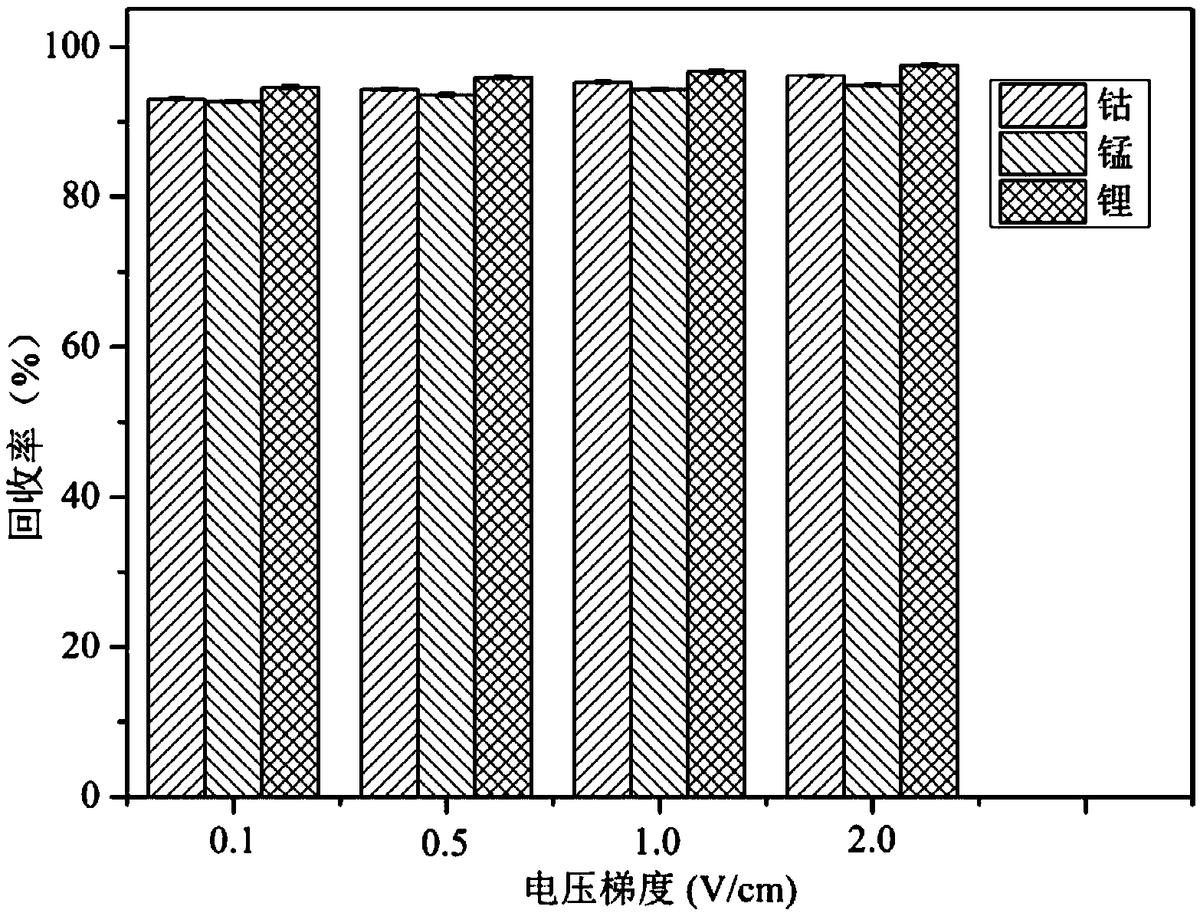
图2电压梯度对废旧锂离子电池正极材料中,钴、锰、锂回收效率的影响;
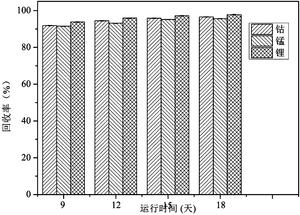
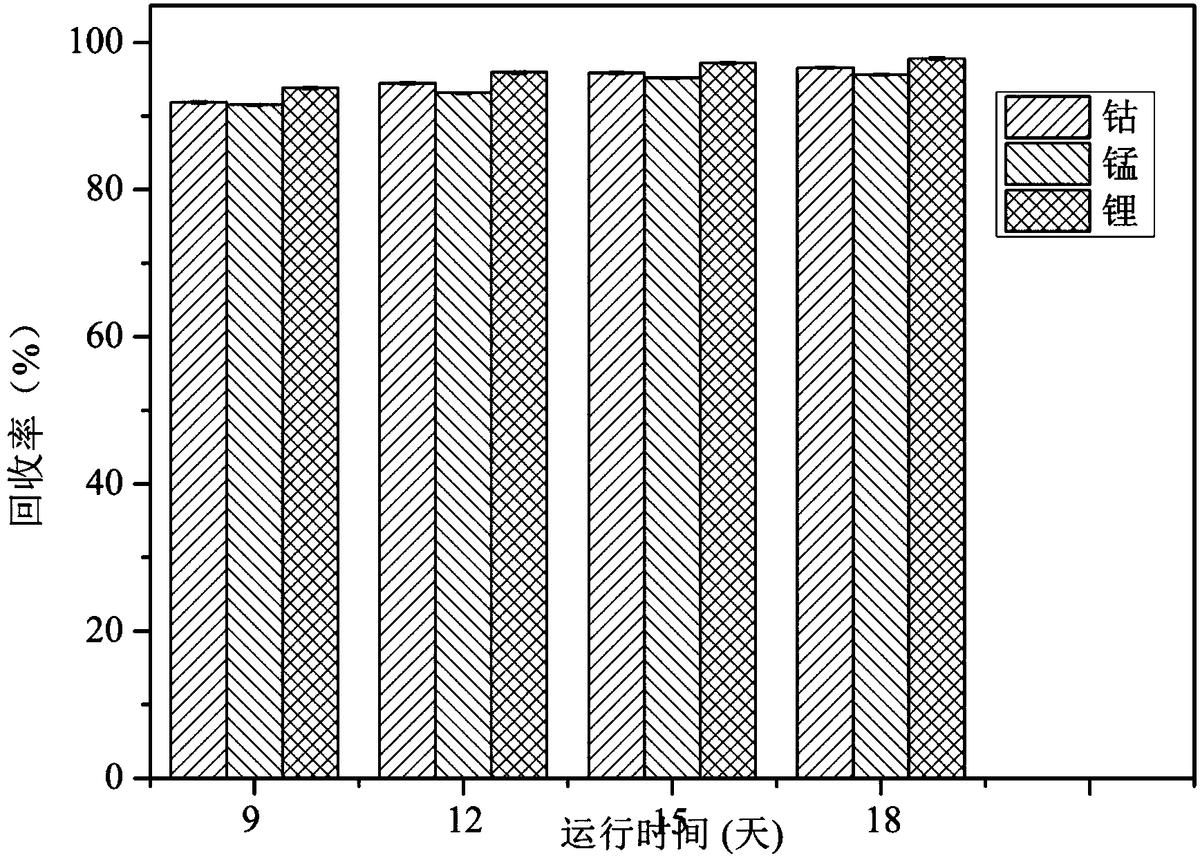
图3电解槽运行时间对废旧锂离子电池正极材料中,钴、锰、锂回收效率的影响。
具体实施方式
以下结合说明书附图和具体实施例来进一步说明本发明,但实施例并不对本发明做任何形式的限定。
实施例1不同比例活性剂混合液表面改性活性炭添加对钴、锰、锂回收效率影响
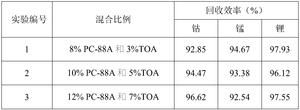
将废旧锂离子电池拆分,取出正极材料箔片。将正极材料箔片粉碎,并与N-甲基-2-吡咯烷酮一同放入超声波清洗仪进行清洗五分钟。取出正极材料碎片,用去离子水清洗三遍后,烘干备用即得锂离子电池正极材料。将商业活性炭分别浸泡在含有质量百分比为8%的2-乙基己基膦酸单-2-乙基己酯(PC-88A)和质量百分比为3%三正辛胺(TOA)活性剂的混合液、含有10%质量百分比PC-88A和5%质量百分比TOA活性剂的混合液、12%质量百分比PC-88A和7%质量百分比TOA活性剂的混合液的三组混合液中,机械搅拌2小时,后取出用去离子水冲洗三遍,烘干备用即得表面改性的活性炭粉末。
将赤铁矿粉末、黄铁矿粉、锂离子电池正极材料分别进行机械球磨0.5小时。
本发明提及的利用电化学改进微生物浸出以实现分离回收废旧锂离子电池正极材料中钴、锂、锰的流程图如图1所示。将电解槽样品区用孔径为0.05毫米的聚乙烯网格均分为四个亚区域。将锂离子电池正极材料、单质硫、黄铁矿粉末恒温烘干至水分小于2%后过筛。以质量份计,称取混合基质粉末:锂离子电池正极材料、单质硫、黄铁矿粉末(5份、5份、90份)搅拌均匀并添加到电解槽S2区域。将分别与混合基质粉末等量的赤铁矿粉末和表面改性活性炭粉末分别填充到S1和S4区域,然后将去离子水缓慢注入S3区域,直到S1、S2、S4区域的固体粉末被刚刚浸没即停止注入。将氧化硫硫杆菌在液态Starky培养基中培养4天获得获得氧化硫硫杆菌菌液,Starky培养基初始pH为2,培养温度为30℃。获得菌液中氧化硫硫杆菌处在对数生长期,菌液活菌数量为108~109个/mL。将质量百分比为10%的氧化硫硫杆菌菌液接入到S2区域的混合基质内,2天后将电解槽通过阴阳电极连接直流电源,电压梯度设置为1.0(V/cm),电解槽分别运行15天。从实验结束的电解槽收集活性炭颗粒、阴极槽底部沉淀物、阴极槽电解液,即实现从废旧锂离子电池正极材料中分离回收钴、锰、锂三种元素。
为了测定反应前后的钴、锰、锂三种元素的回收效率,发明人进行了如下实验:
电动实验后,分别取出3组电解槽S2区域的混合基质残余物,用去离子水冲洗并固液分离,连续冲洗三遍后置入干燥箱内烘干。将混合基质粉末原样和实验后混合基质残余粉末分别按照《土壤和沉积物金属元素总量的消解微波消解法》(HJ 832-2017)进行消解,用原子吸收分光光度计分别测定消解液中钴、锂的浓度,并用电感耦合等离子体发射光谱仪测定消解液中锰的浓度。废旧锂离子电池正极材料中钴、锰、锂的回收率按照实验前后消解中对应元素离子浓度变化与混合基质粉末原样消解液中同一元素离子浓度的比值百分数计算。记录数据见表1。
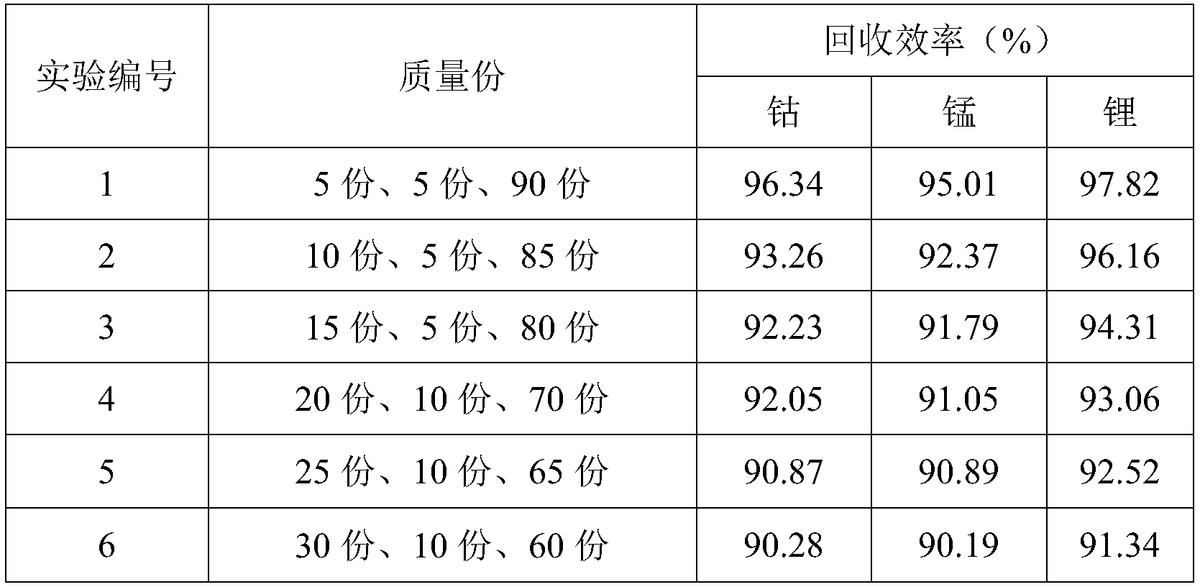
表1不同比例活性剂混合液表面改性活性炭添加影响下钴、锰、锂回收效率值
由表1可看出,不同比例活性剂混合液表面改性活性炭添加影响下钴、锰、锂回收效率值均大于90%。
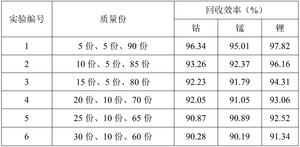
实施例2不同混合比例的混合基质粉末添加对钴、锰、锂回收效率影响
将赤铁矿粉末、黄铁矿粉、锂离子电池正极材料分别进行机械球磨2小时。将电解槽样品区用孔径为0.25毫米的聚乙烯网格均分为四个亚区域。将商业活性炭分别浸泡在含有12%的2-乙基己基膦酸单-2-乙基己酯(PC-88A)和7%的三正辛胺(TOA)活性剂混合液中,机械搅拌2小时,后取出用去离子水冲洗三遍,烘干备用即得表面改性的活性炭粉末。将实施例1制备的锂离子电池正极材料、单质硫、黄铁矿粉末恒温烘干至水分小于2%后过筛。以质量份计,称取混合基质粉末:锂离子电池正极材料、单质硫、黄铁矿粉末(5份、5份、90份)、(10份、5份、85份)、(15份、5份、80份)、(20份、10份、70份)、(25份、10份、65份)、(30份、10份、60份)6组搅拌均匀得到混合基质粉末并分别添加到电解槽S2区域。将分别与混合基质粉末等量的赤铁矿粉末和表面改性活性炭粉末分别填充到S1和S4区域,然后将去离子水缓慢注入S3区域,直到S1、S2、S4区域的固体粉末被刚刚浸没即停止注入。将氧化硫硫杆菌在液态Starky培养基中培养4天获得获得氧化硫硫杆菌菌液。Starky培养基初始pH为2,培养温度为30℃。获得菌液中氧化硫硫杆菌处在对数生长期,菌液活菌数量为108~109个/mL。将质量百分比为15%的氧化硫硫杆菌液接入到S2区域的混合基质内,48小时后将电解槽通过阴阳电极连接直流电源,电压梯度设置为1.0(V/cm),电解槽运行15天。从实验结束的电解槽收集活性炭颗粒、阴极槽底部沉淀物、阴极槽电解液,即实现从废旧锂离子电池正极材料中分离回收钴、锰、锂三种元素。
为了测定反应前后的钴、锰、锂三种元素的回收效率,发明人进行了如下实验:
电动实验后,取出S2区域的混合基质残余物,用去离子水冲洗并固液分离,连续冲洗三遍后置入干燥箱内烘干。将混合基质粉末原样和实验后混合基质残余粉末分别按照《土壤和沉积物金属元素总量的消解微波消解法》(HJ 832-2017)进行消解,用原子吸收分光光度计分别测定消解液中钴、锂的浓度,并用电感耦合等离子体发射光谱仪测定消解液中锰的浓度。废旧锂离子电池正极材料中钴、锰、锂的回收率按照实验前后消解中对应元素离子浓度变化与混合基质粉末原样消解液中同一元素离子浓度的比值百分数计算。记录数据见表2。
表2不同混合比例的混合基质粉末影响下钴、锰、锂回收效率值
由表2可看出,废旧锂离子电池正极材料质量份为5~30份,上述不同混合比例的混合基质粉末影响下钴、锰、锂回收效率值均大于90%。
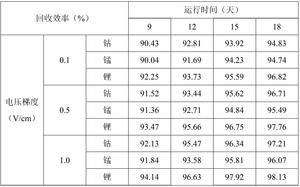
实施例3电压梯度和电解槽运行时间对钴、锂、锰回收效率的共同影响
将赤铁矿粉末、黄铁矿粉、锂离子电池正极材料分别进行机械球磨4小时。将电解槽样品区用孔径为0.5毫米的聚乙烯网格均分为四个亚区域。将实例1制备的锂离子电池正极材料、单质硫、黄铁矿粉末恒温烘干至水分小于2%后过筛。以质量份计,称取混合基质粉末:锂离子电池正极材料、单质硫、黄铁矿粉末(5份、5份、90份)搅拌均匀并添加到电解槽S2区域。将与混合基质粉末等量的赤铁矿粉末和实例2制备的表面改性活性炭粉末分别填充到S1和S4区域,然后将去离子水缓慢注入S3区域,直到S1、S2、S4区域的固体粉末被刚刚浸没即停止注入。将氧化硫硫杆菌在液态Starky培养基中培养4天获得获得氧化硫硫杆菌菌液。Starky培养基初始pH为2,培养温度为30℃。获得菌液中氧化硫硫杆菌处在对数生长期,菌液活菌数量为108~109个/mL。将质量百分比为20%的氧化硫硫杆菌液接入到S2区域的混合基质内,3天后将电解槽通过阴阳电极连接直流电源,电压梯度设置为0.1、0.5、1.0、2.0(V/cm),电解槽分别运行9、12、15、18天。从实验结束的电解槽收集活性炭颗粒、阴极槽底部沉淀物、阴极槽电解液,即实现从废旧锂离子电池正极材料中分离回收钴、锰、锂三种元素。
为了测定反应前后的钴、锰、锂三种元素的回收效率,发明人进行了如下实验:
电动实验后,分别取出16组电解槽S2区域的混合基质残余物,用去离子水冲洗并固液分离,连续冲洗三遍后置入干燥箱内烘干。将混合基质粉末原样和实验后混合基质残余粉末分别按照《土壤和沉积物金属元素总量的消解微波消解法》(HJ 832-2017)进行消解,用原子吸收分光光度计分别测定消解液中钴、锂的浓度,并用电感耦合等离子体发射光谱仪测定消解液中锰的浓度。废旧锂离子电池正极材料中钴、锰、锂的回收率按照实验前后消解中对应元素离子浓度变化与混合基质粉末原样消解液中同一元素离子浓度的比值百分数计算。记录数据见表3。
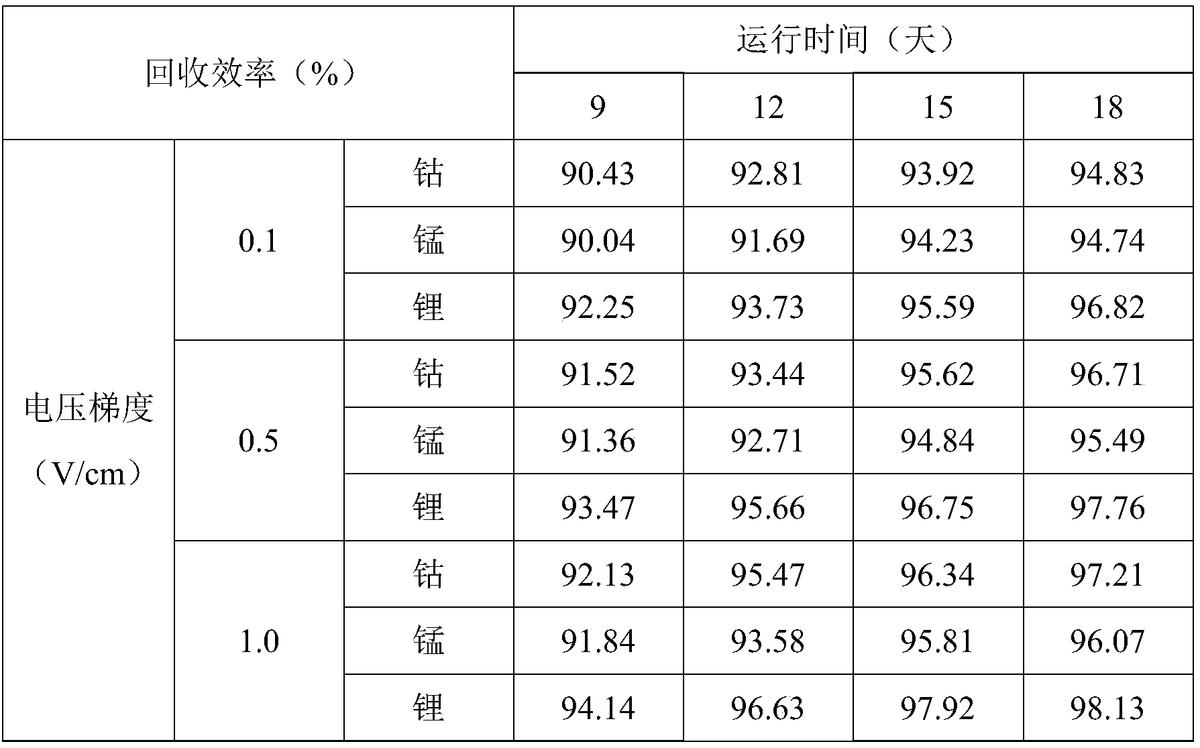
表3电压梯度和电解槽运行时间共同影响钴、锂、锰回收效率值
由表3可看出,十六组试验中,电压梯度和电解槽运行时间共同影响下钴、锂、锰回收效率值均大于90%,钴、锰、锂的最大回收效率分别为97.59%、96.36%、98.64%。
图2和图3分别为由表3的结果计算获得的电压梯度和电解槽运行时间对废旧锂离子电池正极材料中,钴、锰、锂回收效率的影响。由图中结果可知,同一实验因素条件下,电压梯度取1.5~2.0(V/cm)、运行时间取15~18天时,钴、锰、锂回收效率最高。
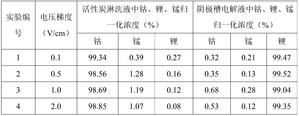
实施例4电压梯度对电解槽内钴、锂、锰分离回收的影响
将赤铁矿粉末、黄铁矿粉、实施例1制备的锂离子电池正极材料分别进行机械球磨4小时。将电解槽样品区用孔径为0.5毫米的聚乙烯网格均分为四个亚区域。将球磨的锂离子电池正极材料、单质硫、黄铁矿粉末恒温烘干至水分小于2%后过筛。以质量份计,称取混合基质粉末:锂离子电池正极材料、单质硫、黄铁矿粉末(5份、5份、90份)搅拌均匀并添加到电解槽S2区域。将分别与混合基质粉末等量的赤铁矿粉末和等量的实施例2制备的表面改性活性炭粉末分别填充到S1和S4区域,然后将去离子水缓慢注入S3区域,直到S1、S2、S4区域的固体粉末被刚刚浸没即停止注入。将氧化硫硫杆菌在液态Starky培养基中培养4天获得氧化硫硫杆菌菌液。Starky培养基初始pH为2,培养温度为30℃。获得的菌液中氧化硫硫杆菌处在对数生长期,菌液活菌数量为108~109个/mL。将质量百分比为20%的氧化硫硫杆菌菌液接入到S2区域的混合基质内,4天后将电解槽通过阴阳电极连接直流电源,电压梯度设置为0.1、0.5、1.0、2.0(V/cm),电解槽分别运行15天。从实验结束的电解槽收集活性炭颗粒、阴极槽底部沉淀物、阴极槽电解液,即实现从废旧锂离子电池正极材料中分离回收钴、锰、锂三种元素。
为了测定反应前后的钴、锰、锂三种元素的回收效率,发明人进行了如下实验:
电动实验后,分别取出4组电解槽S4区域的全部的表面改性活性炭粉末颗粒,用去1mol/L硫酸溶液冲洗并固液分离,连续冲洗三遍,收集淋洗液后稀释定容,用原子吸收分光光度计分别测定淋洗液中钴、锂的浓度,并用电感耦合等离子体发射光谱仪测定淋洗液中锰的浓度。将4组电解槽阴极室的电解液全部抽出,用去离子水稀释定容,用原子吸收分光光度计分别测定淋洗液中钴、锂的浓度,并用电感耦合等离子体发射光谱仪测定淋洗液中锰的浓度。分别将活性炭淋洗液和阴极槽电解液中测得的钴、锂、锰的浓度归一化并用比值百分数计算。记录数据见表4。
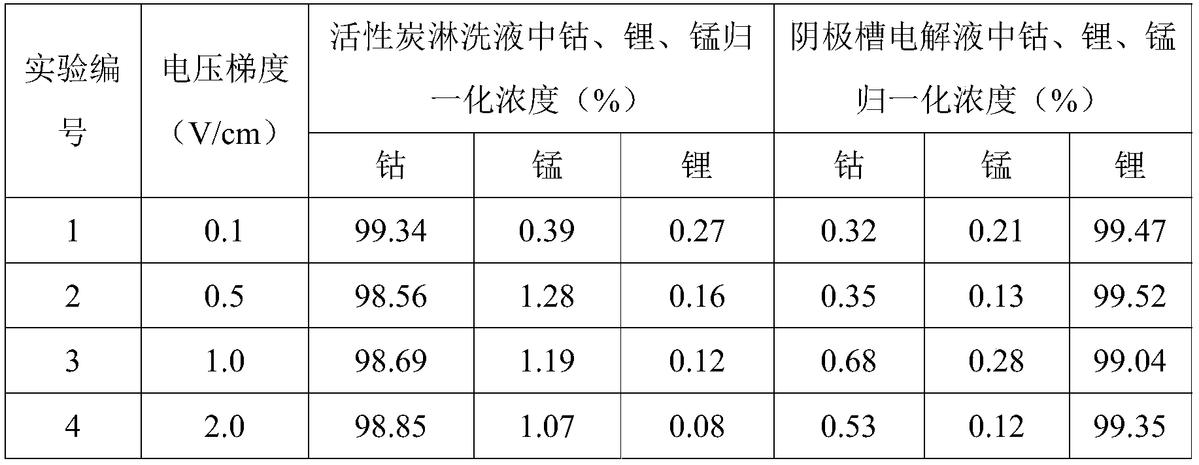
表4电压梯度影响电解槽内钴、锂、锰分离回收比值
由表4可看出,不同电压梯度影响下表面改性活性炭淋洗液中钴的归一化浓度均大于98%,阴极槽电解液中锂的归一化浓度均大于99%。这说明钴、锂、锰三种元素分离回收效果显著,钴和锂分别在表面改性活性炭(S4区域)和阴极槽电解液中富集,锰以沉淀物的形式沉积在阴极电积槽底部。
特别说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
价值度评估
技术价值
经济价值
法律价值
0 0 057.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:57.0分
该专利价值中等 (仅供参考)
本专利文献中包含【4 个实施例】、【2 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间7 年】专利权的维持时间越长,其价值对于权利人而言越高。 尤其重要是,该专利 【权利转移1 次】、 都从侧面反应出该专利的技术、经济和法律价值。
技术价值 29.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
19 个月独立权利要求数量
1 个从属权利要求数量
4 个说明书页数
7 页实施例个数
4 个发明人数量
4 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
2 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 9.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
1 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
7法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...