
















【中国实用新型】一种用于节流阀的硬质合金阀芯的加工装置
无权-未缴年费 中国
- 申请号:
- CN201720555002.6
- 专利权人:
- 西南石油大学
- 授权公告日/公开日:
- 2018.01.12
- 专利有效期:
- 2017.05.18-2027.05.18
- 技术分类:
- B22:铸造;粉末冶金
- 转化方式:
- 转让
- 价值度指数:
-
- 59.0分
- 价格:
- 面议
发布人
知识产权运营中心
联系人IP先生
-

- 15113831943
-

- 9411117419@qq.com
-

- 941117419
-

- szhf1188(加微信)
-

- 深圳市南山区粤海街道100号
- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201720555002.6
- 申请日
- 20170518
- 公开/公告号
- CN206869124U
- 公开/公告日
- 20180112
- 申请/专利权人
- [西南石油大学]
- 发明/设计人
- [冯春宇, 王胜军, 周建, 李悦钦, 梁栋]
- 主分类号
- B22F3/03
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 四川(51)
- 颁证日
- G06T1/00
- 代理人
摘要
本实用新型提供一种用于节流阀的硬质合金阀芯的加工装置,由外套、外套防漏板、隔板、内套、内套防漏板、打孔杆、工作箱、下挤压块、上挤压块组成;在下挤压块上由外向内依次放置外套、外套防漏板、隔板、内套、内套防漏板,上挤压块与内套轴线对齐,并设置于内套上方;所述工作箱为隔热箱体,内部下方设有底座,底座中部安装下挤压块,底座侧面设有抓手伸缩杆,并在抓手伸缩杆顶端设有延伸到下挤压块上方的抓手,工作箱顶部设有滑轨,滑轨下方安装有上挤压块伸缩杆,上挤压块伸缩杆可沿滑轨滑动,上挤压块伸缩杆下方连接上挤压块。本实用新型通过设计适应于节流阀硬质合金阀芯结构的阀芯加工装置并提供方法,达到制造双层硬质合金阀芯的目的。
法律状态
| 法律状态公告日 | 20220426 |
| 法律状态 | 专利权的终止 |
| 法律状态信息 | 未缴年费专利权终止 IPC(主分类):B22F 3/03 专利号:ZL2017205550026 申请日:20170518 授权公告日:20180112 终止日期:20210518 |
| 法律状态公告日 | 20180112 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
权利要求
权利要求数量(4)
独立权利要求数量(1)
1.一种用于节流阀的硬质合金阀芯的加工装置,其特征在于,由外套、外套防漏板、隔 板、内套、内套防漏板、打孔杆、工作箱、下挤压块、上挤压块组成;在下挤压块上由外向内依 次放置外套、外套防漏板、隔板、内套、内套防漏板,上挤压块与内套轴线对齐,并设置于内 套上方;
所述外套为空心圆柱体,高度为150mm,内径为60mm;内套为实心圆柱体,高度为150mm, 外径为45mm;隔板为金属薄圆环,高度为160mm,内径为55mm,厚度为0.2mm,隔板上方设有十 字交叉的细杆,作为隔板挂架;
所述外套防漏板为金属薄圆环,高度为180mm,外径为60mm,厚度为0.1mm,上方设有十 字交叉的细杆,作为防漏板挂架;所述内套防漏板为金属薄圆环,高度为180mm,内径为 45mm,厚度为0.1mm,内套防漏板上方也连接到防漏板挂架上;
所述下挤压块为圆盘结构,中部设有一个圆环凸台,圆环凸台高度为30mm,圆环凸台的 外径与外套的内径相同,圆环凸台的内径与内套的外径相同,使下挤压块的圆环凸台能卡 入内套和外套之间,圆环凸台中部设有一条细槽,作为1#细槽,其内径为55mm,深度为30mm, 宽度为0.2mm,使隔板能放入1#细槽中;
所述上挤压块为中空圆柱凸台结构,中空圆柱凸台高度为70mm,中空圆柱凸台的外径 与外套的内径相同,中空圆柱凸台的内径与内套的外径相同,使上挤压块的中空圆柱凸台 能卡入内套和外套之间,中空圆柱凸台中部设有一条细槽,作为2#细槽,其内径为55mm,宽 度为0.2mm,深度为70mm,同时中空圆柱凸台还设有十字交叉的4条细缝,使细槽能穿过十字 交叉的隔板挂架和外套板挂架;
所述外套上设有外套小孔、所述隔板上设有隔板小孔、所述内套上设有内套沉孔,外套 小孔和隔板小孔为贯穿孔结构,直径为8mm,内套沉孔为沉孔结构,直径为8mm,深度为5mm, 外套小孔、隔板小孔、内套小孔均为12个,外套小孔分为间隔相同的3排,每排均为轴向阵列 的4个,下排的外套小孔与上排在轴向上逆时针存在5度的角度差,隔板小孔和内套小孔的 排布方法与外套小孔相同,且高度保持一致;
所述打孔杆外径为8mm,在未使用外套防漏板和内套防漏板的情况下,所述打孔杆由外 向内水平穿过外套小孔、隔板小孔,并抵紧内套沉孔。
2.根据权利要求1所述的一种用于节流阀的硬质合金阀芯的加工装置,其特征在于,所 述工作箱为隔热箱体,内部下方设有底座,底座中部安装下挤压块,底座侧面设有抓手伸缩 杆,并在抓手伸缩杆顶端设有延伸到下挤压块上方的抓手,工作箱顶部设有滑轨,滑轨下方 安装有上挤压块伸缩杆,上挤压块伸缩杆沿滑轨滑动,上挤压块伸缩杆下方连接上挤压块, 使其在滑轨上与下挤压块轴向对齐。
3.根据权利要求2所述的一种用于节流阀的硬质合金阀芯的加工装置,其特征在于,所 述上挤压块伸缩杆回缩后,其与内套顶部的间距大于300mm。
4.根据权利要求3所述的一种用于节流阀的硬质合金阀芯的加工装置,其特征在于,所 述打孔杆为中空筒状结构,打孔杆前端设有向内收敛的刃口。
1.一种用于节流阀的硬质合金阀芯的加工装置,其特征在于,由外套、外套防漏板、隔板、内套、内套防漏板、打孔杆、工作箱、下挤压块、上挤压块组成;在下挤压块上由外向内依次放置外套、外套防漏板、隔板、内套、内套防漏板,上挤压块与内套轴线对齐,并设置于内套上方;
所述外套为空心圆柱体,高度为150mm,内径为60mm;内套为实心圆柱体,高度为150mm,外径为45mm;隔板为金属薄圆环,高度为160mm,内径为55mm,厚度为0.2mm,隔板上方设有十字交叉的细杆,作为隔板挂架;
所述外套防漏板为金属薄圆环,高度为180mm,外径为60mm,厚度为0.1mm,上方设有十字交叉的细杆,作为防漏板挂架;所述内套防漏板为金属薄圆环,高度为180mm,内径为45mm,厚度为0.1mm,内套防漏板上方也连接到防漏板挂架上;
所述下挤压块为圆盘结构,中部设有一个圆环凸台,圆环凸台高度为30mm,圆环凸台的外径与外套的内径相同,圆环凸台的内径与内套的外径相同,使下挤压块的圆环凸台能卡入内套和外套之间,圆环凸台中部设有一条细槽,作为1#细槽,其内径为55mm,深度为30mm,宽度为0.2mm,使隔板能放入1#细槽中;
所述上挤压块为中空圆柱凸台结构,中空圆柱凸台高度为70mm,中空圆柱凸台的外径与外套的内径相同,中空圆柱凸台的内径与内套的外径相同,使上挤压块的中空圆柱凸台能卡入内套和外套之间,中空圆柱凸台中部设有一条细槽,作为2#细槽,其内径为55mm,宽度为0.2mm,深度为70mm,同时中空圆柱凸台还设有十字交叉的4条细缝,使细槽能穿过十字交叉的隔板挂架和外套板挂架;
所述外套上设有外套小孔、所述隔板上设有隔板小孔、所述内套上设有内套沉孔,外套小孔和隔板小孔为贯穿孔结构,直径为8mm,内套沉孔为沉孔结构,直径为8mm,深度为5mm,外套小孔、隔板小孔、内套小孔均为12个,外套小孔分为间隔相同的3排,每排均为轴向阵列的4个,下排的外套小孔与上排在轴向上逆时针存在5度的角度差,隔板小孔和内套小孔的排布方法与外套小孔相同,且高度保持一致;
所述打孔杆外径为8mm,在未使用外套防漏板和内套防漏板的情况下,所述打孔杆由外向内水平穿过外套小孔、隔板小孔,并抵紧内套沉孔。
2.根据权利要求1所述的一种用于节流阀的硬质合金阀芯的加工装置,其特征在于,所述工作箱为隔热箱体,内部下方设有底座,底座中部安装下挤压块,底座侧面设有抓手伸缩杆,并在抓手伸缩杆顶端设有延伸到下挤压块上方的抓手,工作箱顶部设有滑轨,滑轨下方安装有上挤压块伸缩杆,上挤压块伸缩杆沿滑轨滑动,上挤压块伸缩杆下方连接上挤压块,使其在滑轨上与下挤压块轴向对齐。
3.根据权利要求2所述的一种用于节流阀的硬质合金阀芯的加工装置,其特征在于,所述上挤压块伸缩杆回缩后,其与内套顶部的间距大于300mm。
4.根据权利要求3所述的一种用于节流阀的硬质合金阀芯的加工装置,其特征在于,所述打孔杆为中空筒状结构,打孔杆前端设有向内收敛的刃口。
说明书
技术领域
本实用新型涉及硬质合金技术领域,具体涉及一种用于节流阀的硬质合金阀芯的加工装置。
背景技术
在天然气井的开采过程中,需要在采气井口和各种管汇以及其他高压管道上安装节流阀,用于调整天然气开采流量。节流阀的核心部件是阀芯,通过在阀芯上设置多个小孔,并调节阀芯在流道中的位置,达到调节流量的目的,目前,国内某油田使用的某种节流阀的阀芯,其结构如图1所示,由硬质合金(主要成分为WC和Co)组成中空管状结构,其上设有多个螺旋状排布的小孔,其在节流阀的安装方式如图2所示,可以在流道中上下移动,目前,这种结构的硬质合金阀芯的加工方法一般是:在模具中压实→在炉中高温高压烧结→在回火炉中退火→冷却至常温后取出夹持到机床上进行磨加工、线切割加工或电火花加工,采用这种方法,耗时耗力,尤其是在最后钻孔加工的过程中,由于只能一个个进行加工,在加工过程中需要不断变换阀芯的角度,夹具对硬质合金表面会产生一定的磨损和内应力集中,使硬质合金的阀芯留下安全隐患,在节流阀使用中可以在流道中上下移动,以调节流道中用来流通气体的节流孔的数量,阀芯被高速流动的天然气长期冲蚀,容易发生损坏,尤其是小孔部分是天然气冲刷最严重的地方,后期加工往往会造成小孔表面粗糙度较大,边缘可能存在毛刺,在天然气冲刷情况下,更容易出现问题。
同时,目前所采用的硬质合金阀芯,大都是由WC、Co为主,添加部分其他金属元素,混配成原料后压实烧结而成,采用这种配方和方法制得的阀芯,从内到外都是同一种硬度,而阀芯在阀体流道内的安装,最好的结构是外硬内软状态,外部采用较硬的材料,能够让阀芯在受到冲蚀的时候具有更好的抗冲蚀性,内部采用较软的材料,能够让阀芯本体保持较好的韧性,在受到外力的时候保持阀芯结构稳定,不易整体发生脆裂。
目前,国内外对双层硬质合金结构有一定的研究,如中国专利(申请号201110374632.0)《一种制备硬质合金/钢层合复合材料的颗粒熔浸铸造方法》,其采用的方法是将钢球放置于内部,然后在外部阀盖硬质合金,采用这种方式加工的球体,能满足磨损的要求,但对空心柱体很难实现抗冲刷的效果,而且空心柱体无法采用同样的方式进行加工,更无法加工其上的小孔。中国专利(申请号201310724238.4)《双层硬质合金基体及其制备方法》中提出了一种将外部层的硬质合金预成型为U型,然后利用其作为容器来放置内层的硬质合金并烧结, 但这种方式也只能制作U型结构的实心硬质合金,也无法用作阀芯结构的制造。因此,寻找一种能够克服上述问题,满足节流阀阀芯深度加工的装置及方法,对于提高阀芯的使用效果有极大地意义。
发明内容
针对上述问题,本实用新型提供一种用于节流阀的硬质合金阀芯的加工装置及方法,通过设计出一种适应于节流阀硬质合金阀芯结构的阀芯加工装置,并提供其特定的操作方法,来达到制造双层硬质合金阀芯的目的。
本实用新型的技术方案是:
一种用于节流阀的硬质合金阀芯的加工装置,由外套、外套防漏板、隔板、内套、内套防漏板、打孔杆、工作箱、下挤压块、上挤压块组成;在下挤压块上由外向内依次放置外套、外套防漏板、隔板、内套、内套防漏板,上挤压块与内套轴线对齐,并设置于内套上方;
所述外套为空心圆柱体,高度为150mm,内径为60mm;内套为实心圆柱体,高度为150mm,外径为45mm;隔板为金属薄圆环,高度为160mm,内径为55mm,厚度为0.2mm,隔板上方设有十字交叉的细杆,作为隔板挂架;
所述外套防漏板为金属薄圆环,高度为180mm,外径为60mm,厚度为0.1mm,上方设有十字交叉的细杆,作为防漏板挂架;所述内套防漏板为金属薄圆环,高度为180mm,内径为45mm,厚度为0.1mm,内套防漏板上方也连接到防漏板挂架上;
所述下挤压块为圆盘结构,中部设有一个圆环凸台,圆环凸台高度为30mm,圆环凸台的外径与外套的内径相同,圆环凸台的内径与内套的外径相同,使下挤压块的圆环凸台能卡入内套和外套之间,圆环凸台中部设有一条细槽,作为1#细槽,其内径为55mm,深度为30mm,宽度为0.2mm,使隔板能放入1#细槽中;
所述上挤压块为中空圆柱凸台结构,中空圆柱凸台高度为70mm,中空圆柱凸台的外径与外套的内径相同,中空圆柱凸台的内径与内套的外径相同,使上挤压块的中空圆柱凸台能卡入内套和外套之间,中空圆柱凸台中部设有一条细槽,作为2#细槽,其内径为55mm,宽度为0.2mm,深度为70mm,同时中空圆柱凸台还设有十字交叉的4条细缝,使细槽能穿过十字交叉的隔板挂架和外套板挂架;
所述外套上设有外套小孔、所述隔板上设有隔板小孔、所述内套上设有内套沉孔,外套小孔和隔板小孔为贯穿孔结构,直径为8mm,内套沉孔为沉孔结构,直径为8mm,深度为5mm,外套小孔、隔板小孔、内套小孔均为12个,外套小孔分为间隔相同的3排,每排均为轴向阵列的4个,下排的外套小孔与上排在轴向上逆时针存在5度的角度差,隔板小孔和内套小孔的排布方法与外套小孔相同,且高度保持一致;
所述打孔杆外径为8mm,在未使用外套防漏板和内套防漏板的情况下,所述打孔杆由外向内水平穿过外套小孔、隔板小孔,并抵紧内套沉孔。
进一步的,所述工作箱为隔热箱体,内部下方设有底座,底座中部安装下挤压块,底座侧面设有抓手伸缩杆,并在抓手伸缩杆顶端设有延伸到下挤压块上方的抓手,工作箱顶部设有滑轨,滑轨下方安装有上挤压块伸缩杆,上挤压块伸缩杆可沿滑轨滑动,上挤压块伸缩杆下方连接上挤压块,使其在滑轨上与下挤压块轴向对齐。
进一步的,所述上挤压块伸缩杆回缩后,其与内套顶部的间距大于300mm。如此设计,确保抓手能够有充足空间抓取并提出外套防漏板和内套防漏板。
进一步的,所述打孔杆为中空筒状结构,打孔杆前端设有向内收敛的刃口。
一种用于节流阀的硬质合金阀芯的加工方法,步骤如下:
S1、将内套、隔板、外套依次安装到下挤压块的圆环凸台和1#细槽上,安装过程中需要确保相对应的内套小孔、隔板小孔、外套沉孔处于同一直线,可采用打孔杆插入以确定三个孔直线对齐,然后贴紧外套内侧和内套外侧分别安装好外套防漏板和内套防漏板,安装过程中需要确保防漏板挂架的十字交叉结构和隔板挂架的十字交叉结构处于纵向对齐状态;
S2、制造阀芯所用的硬质合金颗粒分为两种,向内套防漏板和隔板之间加注第一种硬质合金颗粒,加注到所需高度后停止,向外套防漏板和隔板之间加注第二种硬质合金颗粒,加注到所需高度后停止;
S3、操作上挤压块伸缩杆在滑轨上运动到内套正上方,并与其轴向对齐,向下伸展上挤压块伸缩杆,到刚接触防漏板挂架上方为止,旋转调整上挤压块,使其细缝与防漏板挂架和隔板挂架对齐,然后继续操作上挤压块伸缩杆下行,分别开始压紧隔板内外两侧的第一种硬质合金颗粒和第二种硬质合金颗粒,其压力为2T,能让两种硬质合金颗粒达到一定程度压紧但不压实的效果,然后回收上挤压块伸缩杆到最顶端;
S4、操作抓手伸缩杆使抓手移动到防漏板挂架上方,并抓取防漏板挂架,然后缓慢向上移动,将防漏板挂架上提,带动外套防漏板和内套防漏板一起被拔出,然后抓手向侧面移动,不妨碍上挤压块工作;
S5、将打孔杆插入外套小孔,并向内穿过隔板小孔,一直插到内套沉孔抵紧,然后再次向下伸展上挤压块伸缩杆,使上挤压块再次压紧隔板内外两侧的第一种硬质合金颗粒和第二种硬质合金颗粒,其压力为5T,将两种硬质合金颗粒彻底压紧,此时的硬质合金颗粒初步定型,其结构保持稳定,然后向外抽出打孔杆,再向上移动上挤压块伸缩杆,并使用抓手取出隔板;
S6、再次插入打孔杆,并与内套沉孔抵紧,然后使用上挤压块再次压缩硬质合金,使两 种硬质合金颗粒之间因隔板产生的缝隙被填满,压紧后依次拔出打孔杆、提起上挤压块伸缩杆、取出外套、取出内套,留下阀芯压坯;
S7、对阀芯压坯进行真空烧结,炉温升到1500℃,然后进行退火处理,将处理后的阀芯两端进行线切割,去除超出长度部分,同时也去除掉因为上挤压块和下挤压块的1#细槽、2#细槽、细缝造成的阀芯上下表面出现的凸出线条;得到最终的硬质合金阀芯成品。
进一步的,所述步骤S2中,第一种硬质合金颗粒为50目的YG6牌号的硬质合金颗粒,其配方为94%的WC、5%的Co、0.5%的Ni、0.5%的Cr,烧结加工后硬度为HRA91;
第二种硬质合金颗粒为50目的YG10牌号的硬质合金颗粒,其配方为90%的WC、9%的Co、0.5%的Ni、0.5%的Cr,烧结加工后硬度为HRA88;
进一步的,所述步骤S2中,所添加的两种硬质合金颗粒其高度都需要超过实际需求,以弥补在S5过程中,被插入打孔杆带进内套沉孔中和拔出打孔杆带出外套小孔的少量硬质合金颗粒。
本实用新型的有益效果是:
1、本实用新型通过结合打孔杆的方式,进行多次压紧,在烧结前即制备好小孔,无需采用后期加工小孔的方式,节约加工时间,减少加工难度,且避免了后期加工小孔时对阀芯的夹持损伤;
2、通过设置隔板,使阀芯的硬质合金颗粒可以是两种不同材料组成,并使其分成内外两层,在烧结后形成不同的硬度,使阀芯具有外层保证冲刷强度,内层提高抗弯能力,使阀芯的使用寿命大大延长
3、通过多次试验,确定了2T和5T的压力值是最适合硬质合金前期压制的数据,能够确保在这个厚度的硬质合金压实的前提下,不损坏模具和打孔杆。
附图说明
图1为阀芯结构示意图;
图2为阀芯在阀座中的安装结构图;
图3为硬质合金阀芯加工装置主体结构在第一阶段的半剖面;
图4为硬质合金阀芯加工装置主体结构在第一阶段的俯视图;
图5为硬质合金阀芯加工装置主体结构在第二阶段的半剖面;
图6为硬质合金阀芯加工装置主体结构在第二阶段的俯视图;
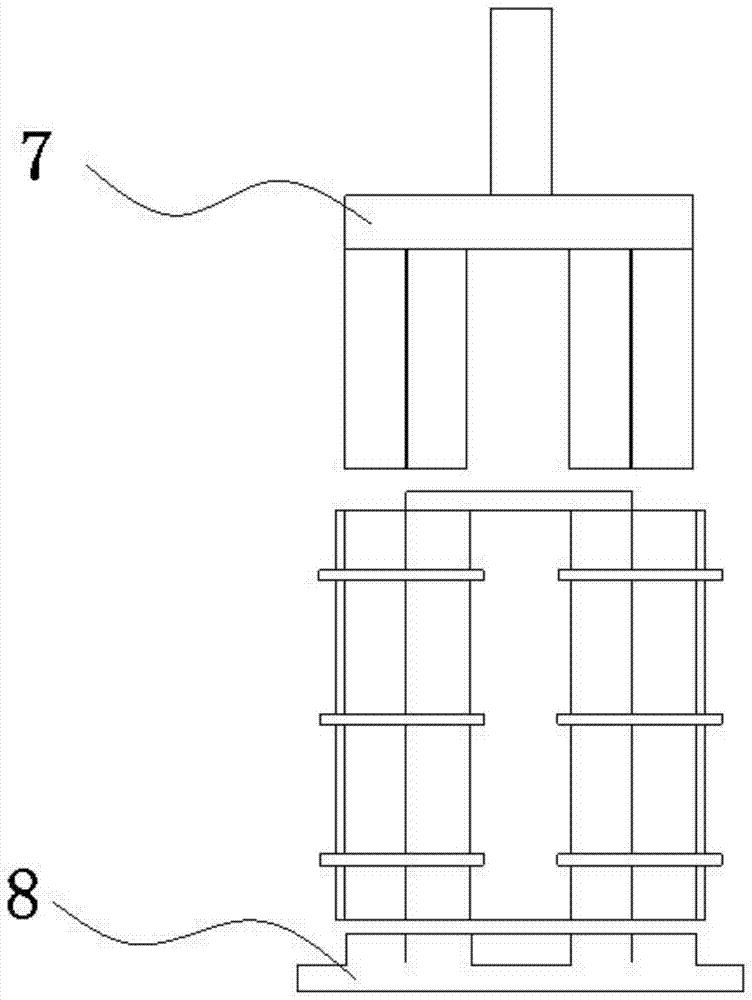
图7为硬质合金阀芯加工装置在第二阶段的使用情况半剖面;
图8为外套的立体图;
图9为外套的主视图;
图10为打孔杆的半剖图;
图11为上挤压块的立体图;
图12为下挤压块的立体图;
图13为本实用新型的整体结构示意图。
图中所示:
1、外套,2、外套防漏板,3、隔板,4、内套防漏板,5、内套,6、打孔杆,7、工作箱,8、上挤压块,9、下挤压块,10、阀芯,
11、外套小孔,21、防漏板挂架,31、隔板挂架,32、隔板小孔,51、内套沉孔,71、底座,72、抓手伸缩杆、73、抓手,74、滑轨,75、上挤压块伸缩杆,101、节流孔。
具体实施方式
下面结合附图和实施例对本实用新型进一步说明。
如图1-13所示,一种用于节流阀的硬质合金阀芯的加工装置,由外套1、外套防漏板2、隔板3、内套5、内套防漏板4、打孔杆6、工作箱7、下挤压块9、上挤压块8组成;在下挤压块9上由外向内依次放置外套1、外套防漏板2、隔板3、内套5、内套防漏板4,上挤压块8与内套5轴线对齐,并设置于内套5上方;所述外套1为空心圆柱体,高度为150mm,内径为60mm;内套5为实心圆柱体,高度为150mm,外径为45mm;隔板3为金属薄圆环,高度为160mm,内径为55mm,厚度为0.2mm,隔板3上方设有十字交叉的细杆,作为隔板挂架31;所述外套防漏板2为金属薄圆环,高度为180mm,外径为60mm,厚度为0.1mm,上方设有十字交叉的细杆,作为防漏板挂架21;所述内套防漏板4为金属薄圆环,高度为180mm,内径为45mm,厚度为0.1mm,内套防漏板4上方也连接到防漏板挂架21上;所述下挤压块9为圆盘结构,中部设有一个圆环凸台,圆环凸台高度为30mm,圆环凸台的外径与外套1的内径相同,圆环凸台的内径与内套5的外径相同,使下挤压块9的圆环凸台能卡入内套5和外套1之间,圆环凸台中部设有一条细槽,作为1#细槽,其内径为55mm,深度为30mm,宽度为0.2mm,使隔板3能放入1#细槽中;所述上挤压块8为中空圆柱凸台结构,中空圆柱凸台高度为70mm,中空圆柱凸台的外径与外套1的内径相同,中空圆柱凸台的内径与内套5的外径相同,使上挤压块8的中空圆柱凸台能卡入内套5和外套1之间,中空圆柱凸台中部设有一条细槽,作为2#细槽,其内径为55mm,宽度为0.2mm,深度为70mm,同时中空圆柱凸台还设有十字交叉的4条细缝,使细槽能穿过十字交叉的隔板挂架31和外套1板挂架;所述外套1上设有外套小孔11、所述隔板3上设有隔板小孔32、所述内套5上设有内套沉孔51,外套小孔11和隔板小孔32为贯穿孔结构,直径为8mm,内套沉孔51为沉孔结构,直径为8mm,深度为5mm,外套小孔11、隔板小孔32、内套5小孔均为12个,外 套小孔11分为间隔相同的3排,每排均为轴向阵列的4个,下排的外套小孔11与上排在轴向上逆时针存在5度的角度差,隔板小孔32和内套5小孔的排布方法与外套小孔11相同,且高度保持一致;所述打孔杆6外径为8mm,在未使用外套防漏板2和内套防漏板4的情况下,所述打孔杆6由外向内水平穿过外套小孔11、隔板小孔32,并抵紧内套沉孔51;所述工作箱7为隔热箱体,内部下方设有底座71,底座71中部安装下挤压块9,底座71侧面设有抓手伸缩杆72,并在抓手伸缩杆72顶端设有延伸到下挤压块9上方的抓手73,工作箱7顶部设有滑轨74,滑轨74下方安装有上挤压块伸缩杆75,上挤压块伸缩杆75可沿滑轨74滑动,上挤压块伸缩杆75下方连接上挤压块8,使其在滑轨74上与下挤压块9轴向对齐,所述上挤压块伸缩杆75回缩后,其与内套5顶部的间距大于300mm,所述打孔杆6为中空筒状结构,打孔杆6前端设有向内收敛的刃口。
打孔杆6为金属材料,如不锈钢钢,其壁面厚度为0.5mm,且刃口锋利,在插入硬质合金颗粒的过程中,不会卡住,在插入后可以有效切除出节流孔101。
所述防漏板挂架21和隔板挂架31,其十字交叉的细杆均为圆杆,其直径为1mm,因此,上挤压块8的细缝也为1mm的宽度。
上述出现的内外配合,均为间隙配合,如外套1内径与圆环凸台外径相同,在实际加工中外套1内径略大于圆环凸台外径,使两者能够卡入配合。
一种用于节流阀的硬质合金阀芯10的加工方法,步骤如下:
S1、将内套5、隔板3、外套1依次安装到下挤压块9的圆环凸台和1#细槽上,安装过程中需要确保相对应的内套5小孔、隔板小孔32、外套1沉孔处于同一直线,可采用打孔杆6插入以确定三个孔直线对齐,然后贴紧外套1内侧和内套5外侧分别安装好外套防漏板2和内套防漏板4,安装过程中需要确保防漏板挂架21的十字交叉结构和隔板挂架31的十字交叉结构处于纵向对齐状态;
S2、制造阀芯10所用的硬质合金颗粒分为两种,向内套防漏板4和隔板3之间加注第一种硬质合金颗粒,加注到所需高度后停止,向外套防漏板2和隔板3之间加注第二种硬质合金颗粒,加注到所需高度后停止;
第一种硬质合金颗粒为50目的YG6牌号的硬质合金颗粒,其配方为94%的WC、5%的Co、0.5%的Ni、0.5%的Cr,;第二种硬质合金颗粒为50目的YG10牌号的硬质合金颗粒,其配方为90%的WC、9%的Co、0.5%的Ni、0.5%的Cr;
S3、操作上挤压块伸缩杆75在滑轨74上运动到内套5正上方,并与其轴向对齐,向下伸展上挤压块伸缩杆75,到刚接触防漏板挂架21上方为止,旋转调整上挤压块8,使其细缝与防漏板挂架21和隔板挂架31对齐,然后继续操作上挤压块伸缩杆75下行,分别开始压紧 隔板3内外两侧的第一种硬质合金颗粒和第二种硬质合金颗粒,其压力为2T,能让两种硬质合金颗粒达到一定程度压紧但不压实的效果,然后回收上挤压块伸缩杆75到最顶端;
S4、操作抓手伸缩杆72使抓手73移动到防漏板挂架21上方,并抓取防漏板挂架21,然后缓慢向上移动,将防漏板挂架21上提,带动外套防漏板2和内套防漏板4一起被拔出,然后抓手73向侧面移动,不妨碍上挤压块8工作;在拔出的过程中,会有少量硬质合金颗粒随着外套防漏板2和内套防漏板4拔出,同时有少量会沿着外套小孔11流出,以及落入内套沉孔51,由于在S2中已经考虑到这部分余量,并加入足够多的硬质合金颗粒,因此,这部分损失可以忽略不计;
S5、将打孔杆6插入外套小孔11,并向内穿过隔板小孔32,一直插到内套沉孔51抵紧,然后再次向下伸展上挤压块伸缩杆75,使上挤压块8再次压紧隔板3内外两侧的第一种硬质合金颗粒和第二种硬质合金颗粒,其压力为5T,将两种硬质合金颗粒彻底压紧,此时的硬质合金颗粒初步定型,其结构保持稳定,然后向外抽出打孔杆6,再向上移动上挤压块伸缩杆75,并使用抓手73取出隔板3;
S6、再次插入打孔杆6,并与内套沉孔51抵紧,然后使用上挤压块8再次压缩硬质合金,为了增加这一步骤的压实效率,可以用圆环形的金属片覆盖固定在上挤压块8上,避免上挤压块8上的细缝和2#细槽在挤压的时候会有硬质合金颗粒进入;使两种硬质合金颗粒之间因隔板3产生的缝隙被填满,压紧后依次拔出打孔杆6、提起上挤压块伸缩杆75、取出外套1、取出内套5,留下阀芯10压坯;
S7、对阀芯10压坯进行真空烧结,炉温升到1500℃,然后进行退火处理,将处理后的阀芯10两端进行线切割,去除超出长度部分,同时也去除掉因为上挤压块8和下挤压块9的1#细槽、2#细槽、细缝造成的阀芯10上下表面出现的凸出线条;得到最终的硬质合金阀芯10成品。
在压制的时候,现有技术能提供100T的压力,根据多次实验,得出2T和5T的压力能够对于加工出的阀芯最适合,能够达到污染
采用本方法加工制造的节流阀硬质合金阀芯10,能够一次成型,且规避了后期因为二次加工小孔导致的各种问题;在压坯过程中,由于上挤压块8和下挤压块9都存在细槽,对上下两个端面会形成一定的瑕疵,但由于硬质合金阀芯10在加工时本来就要留有一定余量,所以在后期切除余量的时候,都可以一次性被切割掉,不妨碍后期工作,也没有增加新的问题,而且事实上,在底部有多余细长凸起,能让烧结过程中的压坯与放置面接触较少,使底部受到的热量更加充足,让整个阀芯10烧制出来的硬度更加均匀,很好的避免了以往加工中底部因为与放置面接触而导致的受热情况较差的问题。
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
价值度评估
技术价值
经济价值
法律价值
0 0 059.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:59.0分
该专利价值中等 (仅供参考)
本专利文献中包含【1 个实施例】、【5 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【被引用次数1 次】专利被引次数越多越能能够体现出该专利在相关技术领域研发中所发挥的基础性作用,代表着专利公开的内容有更多的产业利用价值。 【专利权的维持时间5 年】专利权的维持时间越长,其价值对于权利人而言越高。
技术价值 33.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
7 个月独立权利要求数量
1 个从属权利要求数量
3 个说明书页数
6 页实施例个数
1 个发明人数量
5 个被引用次数
1 次引用文献数量
1 个优先权个数
0 个技术分类数量
5 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 7.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
0 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
5法律状态
无权-未缴年费







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...